


















Processus de pliage de la tôle : guide pratique pour l’analyse des procédés
Par l’auteur : Mark Hanks
Introduction
Le procédé de pliage de la tôle est largement utilisé dans les industries électromécanique, automobile et aérospatiale pour les boîtiers, armoires et panneaux de formage de tôle. Freins à pression CNCFeuilles de formage à froid en différentes formes à l’aide d’outillages standards ou personnalisés. La rationalité du processus de pliage de la tôle influence directement les dimensions finales et la qualité des pièces. Cet article présente des techniques pratiques issues d’analyses et d’expériences pour améliorer les résultats de formage de la tôle (Un procédé efficace de pliage de la tôle améliore non seulement la précision de pliage, mais réduit aussi le gaspillage de matériaux et les coûts de production).

1. Comment calculer la longueur dépliée de la tôle
Lors du processus de pliage de la tôle, un calcul précis de la longueur dépliée est essentiel pour garantir la précision du pliage.La longueur dépliée dépend de l’épaisseur du matériau, de l’angle de flexion et de l’outillage.
1.1 Méthode de la couche neutre (pour les courbes non à angle droit)
Lors de la flexion, la couche extérieure s’étire et l’intérieur se comprime, tandis que la couche neutre (entre elles) ne subit aucune contrainte. Sa longueur reste constante, ce qui en fait la référence pour la longueur du blanc. Sa position varie selon la déformation : pour une épaisseur δ ≤ 4 mm, elle se situe à environ 0,5δ de la surface interne ; pour δ ≥ 5 mm, à environ 0,34δ. La longueur de la couche neutre est égale à l’espace blanc non déplié requis.
• Pour une épaisseur de matériau δ ≤ 4 mm, la distance entre la couche neutre et la surface intérieure est d’environ 0,5δ.
• Pour une épaisseur δ ≥ 5 mm, elle est d’environ 0,34δ.
La longueur de la couche neutre correspond à la longueur de l’épaule requise pour la pièce.
1.2 Méthode du coefficient de compensation (pour les courbes à angle droit)
Il est possible de dériver expérimentalement le coefficient de compensation empirique de la flexion pour les courbes à angle droit, et la dimension non déployée est calculée comme suit :
L = A B − 2d 2D
Où :
•L = longueur non déployée
•A, B = dimensions externes de la partie courbée
•δ = épaisseur du matériau
•Δ = compensation coefficient
Exemple: Si A = 35 mm, B = 60 mm, et δ = 4 mm, alors la longueur de la partie non dépliée = 88 mm.
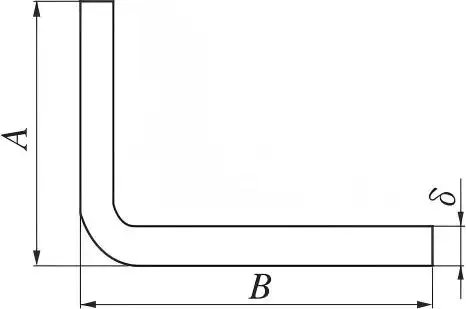
Fig.1 Figure de formation en flexion
Tableau 1 : Coefficients de compensation de flexion (valeurs de référence)
| Épaisseur δ (mm) | Compensation Coefficient Δ | Ouverture courante de la puce V (mm) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
Note :Lors de la pliée de longues pièces dont la pression dépasse la limite de tonnage du frein à pression, une ouverture non standard en V peut être nécessaire. Le coefficient de compensation doit être ajusté en fonction des résultats de la flexion des essais. Par exemple :
• Feuille de 5 mm d’épaisseur : die V standard 32 mm (Δ = 0,6) ; si la longueur approche 3000 mm, utiliser une puce V de 55 mm et réduire Δ de 0,1.
• Pour une feuille de 6 mm d’épaisseur ≥ 2000 mm de long, sélectionnez une puce V de 55 mm et réglez Δ à 0,4 (ajusté depuis 0,8).
Les coefficients de compensation sont des valeurs développées empiriquement pour un frein à pression spécifique, les outillages associés et le matériau spécifique. Ils doivent être déterminés à nouveau pour chaque cas.
2. Comment choisir l’outillage du frein à pression
Un aspect crucial du pliage de la tôle est le choix des outils appropriés. Les outils de pliage à presse, en tant que système, se composent d’un poinçon (matrice supérieure) et d’une matrice (matrice inférieure). Le choix est déterminé par la nature du matériau, son épaisseur et les dimensions de la flexion afin d’éviter une collision entre la pièce et l’outillage, ainsi que pour éviter les dommages à la matrice ou à la machine à plier en raison d’un choix inapproprié de l’ouverture en V.
2.1 Sélection du dé inférieur (V-Die)
Les matrices de frein à pression inférieure standard comportent fréquemment plusieurs ouvertures en forme de V de largeurs et angles variables sur un seul bloc de pression. Pour les opérations standard, l’ouverture de la puce en V sera de l’ordre de 6 à 8 fois l’épaisseur de la feuille. Pour les feuilles plus fines, et lorsqu’une courbure de rayon plus large est souhaitable, une ouverture plus large sera choisie. L’ouverture de la puce en V peut avoir une forme et une taille standard, ou être modifiée, façonnée ou fabriquée pour répondre à une exigence spécifique.
Tableau 2 : Ouvertures recommandées B-die
| Épaisseur du matériau (mm) | Ouvertures B-Die recommandées (mm) | Multiplicateur de zonage |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
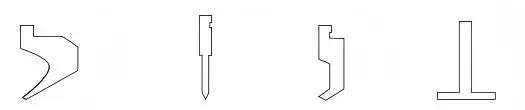
2.2 Sélection du dé supérieur (poinçon)
1) Coups de poing droits
• Utilisé pour plier des feuilles d’épaisseur
2) D ≤ 3 mm
• Utile pour les courbes avec plusieurs opérations
3) Coups de poing au cou d’oie
• Conçu pour des pièces en forme de U de profondeurs variables
• Petits poinçons à cou d’oie utilisés pour les parties peu profondes
• Grandes poinçons à cou de poule utilisé pour les parties profondes de matériaux épais
4) Coups d’écrasement
• Utilisé pour aplatir les bords tordus de pièces retravaillées
• Modifications personnalisées capables de répondre à des exigences de conception uniques
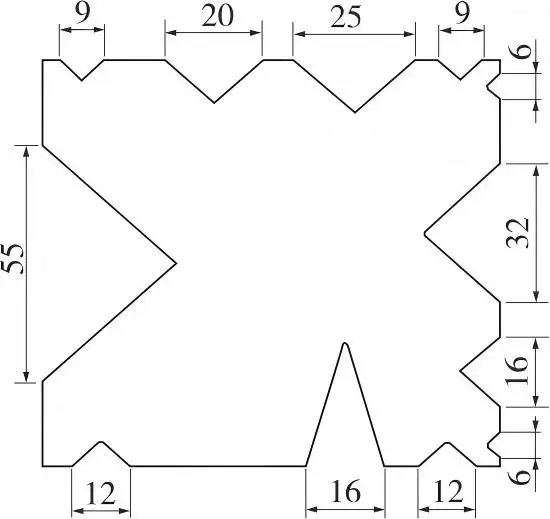
Fig.2 Figurine de la section transversale inférieure du dé
Grande lame courbée Lame droite Petite lame courbée Lame à aplatir
Fig.3 Figurine de la coupe transversale supérieure du coin
3. Comment calculer la force de flexion du frein à pression
Tous les outils de flexion disposent de dispositifs de sécurité intégrés contre les hautes pressions, cependant, chaque outil possède une limite de sécurité unique à ne pas dépasser. Avant la courbure, il faut confirmer que la force de flexion ne dépasserait pas la limite de tonnage du frein à piston, en fonction de l’épaisseur de la feuille et de la longueur de flexion requise.
L’une des équations pour calculer la force de flexion est la suivante :
P = (1,6 × B × δ² × Rm) / (100 × V)
Dans cette équation :
•P = force de flexion (ton)
•δ = épaisseur du matériau (mm)
•B = largeur de la feuille (mm)
•V = largeur d’ouverture de la puce V (mm)
•Rm = résistance à la traction du matériau (MPa)
La restriction sur le tonnage de courbure est déterminée par le frein à pression spécifique et l’outillage utilisé. La plupart des machines de pliage possèdent une plaque de calibre de tonnage fixée au châssis, et le tonnage peut également être vérifié via des systèmes de simulation de pliage CNC.
Tableau 3 : Limites de tonnage de courbure en acier au carbone (valeurs de référence)
| Épaisseur (mm) | V-Die (mm) | Longueur maximale (mm) | Max Tonnage (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notes :
• La longueur maximale de flexion pour l’acier au carbone est de 3100 mm ; le tonnage théorique ne doit pas dépasser 150 tonnes.
• Les éléments marqués de * dépassent la limite standard et nécessiteraient des ajustements de programme ; Cela comporte des risques pour la sécurité et n’est généralement pas recommandé.
• Lorsqu’une pièce dépasse la limite de tonnage, d’autres approches peuvent inclure la coupe de fentes de procédé le long de la ligne de courbure ou le creusement en V de la feuille pour réduire l’épaisseur du matériau.
Tableau 4 : Limites de tonnage de courbure en acier inoxydable (valeurs de référence)
| Épaisseur (mm) | V-Die (mm) | Longueur maximale (mm) | Max Tonnage (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notes :Comme l’acier au carbone, l’acier inoxydable a une longueur maximale de flexion de 3100 mm avec une limite théorique de tonnage de 150 tonnes. Les articles marqués * dépassent la limite standard et nécessitent des ajustements de programme, ce qui comporte des risques pour la sécurité. Si les composants dépassent la limite de tonnage, il peut être raisonnable de modifier le procédé de pliage de la tôle.
4. Types courants de pièces tordues en tôle
4.1 Parties en forme de U
Différents procédés de pliage en tôle sont nécessaires pour les pièces en forme de U, en Z et autres pièces complexes. Pour les pièces en forme de U, une règle générale est que la hauteur de courbure H doit être inférieure ou égale à la largeur de courbure B afin d’éviter toute interférence de l’outil. Cependant, même lorsque H ≤ B, des interférences peuvent toujours survenir si la hauteur de courbure est excessive — typiquement, lorsque H ≥ 80 mm, la pièce peut entrer en contact avec le boîtier de la machine à courber lors de la courbure.
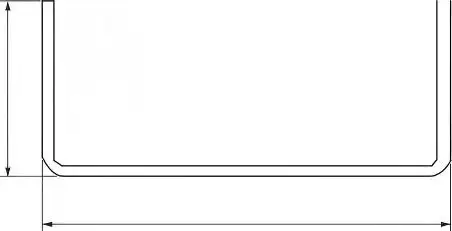
Fig.4 Figure de formage en flexion
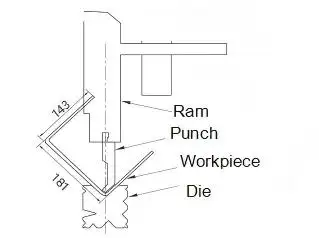
Fig.5 Diagramme de simulation de courbure
Les solutions potentielles peuvent intégrer les caractéristiques suivantes :
• Plier d’abord un angle obtus (pour permettre aux brides de passer la machine de pliage), puis la courbure en angle droit, et ensuite la courbure intermédiaire peut également être aplatie. (Note : Cette approche laissera probablement des marques visibles sur la pièce.)
• L’utilisation de poinçons à cou de poule (lorsque H ≥ B) peut être utilisée, mais l’application de cette approche peut devoir être vérifiée par simulation d’essai ou par un véritable pliage.
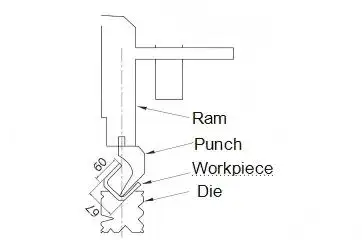
Fig.6 Diagramme de simulation de courbure
4.2 Pièces en forme de Z
La possibilité d’incorporer des courbes en forme de Z est principalement déterminée par la distance entre l’ouverture de la puce en V et le bord de la pièce. Une approche acceptable peut être :
• Choisir la bonne ouverture et la perforatrice de la puce en V en fonction de l’épaisseur du matériau.
• Dessiner ou simuler la forme qui sera formée.
•Si vous n’êtes toujours pas sûr, effectuez des simulations physiques ou pliez la machine en guise de test.
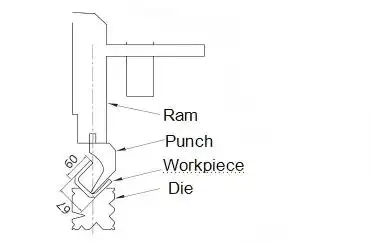
Fig.7 Diagramme de simulation de flexion
5. Problèmes courants de flexion et solutions de la tôle métallique
Plusieurs problèmes peuvent survenir lors de la flexion de la tôle. Le tableau ci-dessous résume les problèmes typiques et les solutions pratiques.
| Émettre | Atténuation possible |
| Hauteur insuffisante de la bride de courbure | • Augmenter la dimension de la bride si la conception le permet. • Utiliser une ouverture en V plus petite (vérifier le tonnage) et ajuster la compensation. • Pour δ ≤ 3 mm : H ≈ V/2 2 ; pour δ > 3 mm : H ≈ V/2 4. |
| Déformation de trou au niveau de la ligne de flexion | • Perçez les trous après la courbure.• Coupez les fentes du procédé le long de la ligne de courbure (longueur de fente ≈ diamètre du trou). • Gardez le bord du trou à au moins la moitié de la largeur de la puce en V par rapport à la ligne de courbure. |
| Interférence des outils | • Ajuster la séquence de flexion — d’abord les arêtes complexes, puis les bords simples. • Utiliser des outils spécialisés (par exemple, poinçons à cou de poule ou matrices décalées). |
| Fissures au virage | • Orienter la ligne de flexion perpendiculaire à la direction de roulement. • Recuire la surface de courbure ou choisir un matériau avec une meilleure ductilité. |
| Marques de surface sur la partie tordue | • Augmenter le rayon du poinçon grâce à la modification de l’outil. • Utiliser des coins inférieurs non marquants. • Placer un film protecteur entre la matrice et la feuille. |
| Positionnement de difficulté pour les brides irrégulières | • Marquer les lignes de courbure lors de la découpe laser comme référence. • Créer un dispositif correspondant au contour de la pièce. |
| Dimensions formées non spécifiées | • Utiliser un point de référence commun pour réduire l’erreur cumulative. • Effectuer des flexions d’entraînement et déterminer le coefficient de rémunération. |
6.Facteurs qui influencent la qualité de la pliée de la tôle
1)Ouverture du dé V :
Le choix d’une rainure en V dépend principalement de l’épaisseur de la feuille. Une rainure en V plus large nécessite une force de flexion plus faible. En général, les feuilles plus fines utilisent V = 6t. Où V est la largeur de la rainure en V de la puce inférieure et t est l’épaisseur de la feuille. La sélection standard de la largeur de rainure en V de la matrice inférieure par rapport à l’épaisseur de la feuille est représentée dans le tableau suivant.
| Épaisseur de la feuille t / mm | Largeur de rainure en V |
| 0.5–2.6 | 6t |
| 3–8 | 8t |
| 9–10 | 10t |
2)Rayon de poing :
Le rayon de courbure extérieur de la pièce est principalement déterminé par la largeur de la rainure en V de la matrice inférieure, tandis que le rayon R du poinçon supérieur joue également un certain rôle. Le rayon R du poinçon supérieur est généralement égal ou légèrement inférieur à l’épaisseur de la feuille. Lors de la pliabilité de l’aluminium dur ou d’autres matériaux à faible plasticité, un rayon de poinçon plus grand et une taille de rainure en V doivent être utilisés pour les matrices supérieures et inférieures afin d’éviter la casse et la fissure. De plus, des rainures de fissure doivent être formées aux extrémités de la ligne de flexion de la pièce.
3)Précision du frein à pression :
La déformation par déformation résulte généralement d’une charge inégale. Prenez un frein à pression d’une longueur de travail de 3200 mm avec des cylindres hydrauliques configurés à une charge de 100 t de chaque côté. Les poutres supérieures et inférieures se dévient sous la charge. En conséquence, le déplacement réel de l’émerveilleur sera inférieur à la longueur totale de la poutre, ce qui entraîne des angles de flexion différents. L’angle de courbure sera le plus grand au centre et diminuera vers les extrémités, affectant la taille globale de la pièce.
4)Matières premières :
Manque d’uniformité des matières premières : Différents types de matériaux peuvent présenter des épaisseurs, une dureté, voire des variations de feuilles entre les productions. De grosses meules, de gros joints, voire une dilatation due au processus de flexion peuvent tous entraîner une perte de précision de courbage. Des variations dans le processus de roulage peuvent entraîner un rebond inégal et une perte de précision. Des différences localisées dans le matériau peuvent entraîner des imprécisions dimensionnelles dues à des variations de température du matériau.
5)Retour à ressort :
Retour à ressort : Un matériau se plie lors de déformations élastiques et plastiques. L’angle de reculement est positivement corrélé avec la limite d’élasticité et négativement avec le module d’élasticité. Parmi les différentes techniques de flexion, le reculement est le plus grand avec la maîtrise de l’air et le moins avec la courbure par la monnaie, tandis que le courbure par le bas est intermédiaire. Avec l’augmentation de l’épaisseur de la feuille lors du pliage de la tôle, le reculement est réduit.
Remarques finales
Un succès Procédé de pliage de la tôlenécessite un calcul précis de la longueur dépliée, un choix approprié des outils, une estimation correcte de la force de flexion et un contrôle du recul.
En optimisant continuellement le processus de pliage de la tôle, les fabricants peuvent améliorer la précision du pliage, réduire les coûts de production et obtenir une qualité de produit plus constante.
FAQ
Q1 : Qu’est-ce que l’allocation de flexion ?
La marge de flexion est la quantité de tôle étirée à la suite de la courbure. Cette valeur est influencée par le matériau, l’épaisseur de la feuille et les outils de courbage.
Le facteur de marge de courbure peut également varier selon l’origine de la plaque d’acier et le type de frein à pression. Ainsi, la valeur réelle doit être mesurée in situ.
Les calculs de marge de flexion sont généralement effectués pour un courbure de 90°. Les valeurs spécifiques varient également selon l’ouverture de la matrice de frein à pression et le type de tôle.
La marge de flexion et la déduction de courbure, ΔK, sont deux termes liés de la flexion de la tôle qui sont définis différemment. Quelle que soit la définition utilisée, la longueur du motif plat reste la même.
Q2 : Qu’est-ce que la déduction par courbe ?
Au cours du processus de conception de la tôle, de nombreux ingénieurs ont rencontré le même dilemme : pourquoi le composant en tôle, qui est précisément conçu et correctement déplié dans SolidWorks, ne correspond-il pas aux mesures nécessaires lors de l’envoi à la fabrication ?
Bien qu’une déviation de mesure de courbure de 1 à 2 mm puisse sembler mineure, en réalité, même une petite différence de mesure peut rendre l’ensemble insatisfaisant. Cela entraînerait un gaspillage de matériaux et de délais de livraison ainsi qu’une augmentation des coûts de production.
La source de ce problème répandu provient généralement d’une mauvaise compréhension ou d’erreurs commises lors de la définition de la déduction par courbe, du facteur K et de la marge de courbe. Ces paramètres relient la conception numérique au monde physique. Ces paramètres constituent la base d’une conception précise de la tôle et ont un impact profond sur la qualité du produit et la capacité à fabriquer le produit.
La déduction de plie est peut-être la plus facile à comprendre des trois. La déduction est due au processus de flexion provoquant un étirement de la couche extérieure et une compression de la couche intérieure de la feuille, tandis que la couche neutre de la feuille reste inchangée.
La déduction de flexion prend en compte la « longueur » manquante due à l’étirement et à la compression de la feuille.
Déduction par courbure = (OSSB × 2) - BA
Où :
OSSB = recul extérieur
BA = marge de flexion
Les valeurs de déduction de courbure sont presque toujours fournies par les fabricants de tôles pour certains matériaux, épaisseurs et rayons de courbure spécifiques selon leur expérience pratique.
Q3 : Qu’est-ce que la maîtrise de l’air ?
Également appelé pliage par espace ou pliage libre, le procédé de courbure de l’air crée une pièce en tôle grâce à l’utilisation d’un poinçon, formant trois points de contact sur une puce inférieure.
Pendant la procédure, le punch supérieur et la matrice inférieure de la presse à frein ne se ferment pas complètement. La tôle n’est pas complètement pressée contre la puce inférieure. Au contraire, lors du processus de pliage, la tôle est laissée partiellement sans support, ou « dans l’air ».
L’angle de flexion est déterminé par la profondeur de déplacement du poinçon supérieur par rapport à la matrice inférieure, et dépend également de l’épaisseur de la feuille. En règle générale, à mesure que la profondeur de course du poinçon supérieur augmente, l’angle de flexion diminue. L’inverse est vrai pour une profondeur de parcours réduite.
Comme les parties courbées à l’air ont tendance à se redresser, l’angle de flexion sera approximatif et non exact. Pour différentes pièces, le procédé doit être inspecté et ajusté aux tolérances requises.
Q4 : Qu’est-ce que la flexion du bas ?
Comme pour le processus de flexion de l’air, le pliage inférieur utilise également un poinçon et une matrice inférieure en forme de V. Cependant, la tôle est entièrement en contact et pressée entre le poinçon supérieur et le coin.
Lors de la flexion inférieure, la tôle entre en contact complet avec la puce inférieure. Ainsi, l’angle de flexion est déterminé par l’angle de la matrice.
En raison de la force de formage accrue et de la réduction du recul, la flexion du fond est plus précise et plus adaptée à une production à grande échelle.
Q5 : Qu’est-ce que le rebond en tôle de pliage ?
Le retour à ressort décrit la tendance d’un matériau à reprendre sa forme d’origine après la suppression d’une force spécifiée. Lors du processus de pliage d’une feuille, le matériau subit à la fois des contraintes de traction et de compression aux extrémités opposées. Après la suppression de la force de flexion, la feuille tente de retrouver sa forme d’origine par les contraintes. La récupération est appelée reprise à retour.
Le recul à ressort est généralement décrit en dimensions angulaires. Le reculement à ressort est une fonction complexe de nombreuses variables, notamment le type de matériau, l’épaisseur de la feuille, la pression de flexion et le rayon de flexion.
Lorsqu’une pression variable est appliquée à un matériau plié, la force de réaction change. Après la suppression de la pression appliquée, l’angle rebondit dans la direction opposée. C’est ce qu’on appelle le rebond en courbe.
Le retour à ressort est affecté par :
• Lors de l’utilisation du même coin, conditions de flexion et épaisseur : SPCC < AL < SUS
• Lorsqu’on utilise la même matrice et le même matériau, une feuille plus fine entraîne généralement un meilleur rebond.
• Pour le même matériau, un rayon plus grand de la courbure intérieure, R, entraîne généralement un rebond plus important.
En général, plus la pression de flexion est grande, moins le rebond est important.
Q6 : Quel matériau est le plus facile à plier ?
Parmi les matériaux faciles à plier, la tôle d’acier laminée à froid SPCC est la plus facile à plier parmi les matériaux en feuille.
Parmi les différents matériaux en tôle, l’acier laminé à froid SPCC est l’un des matériaux les plus couramment utilisés dans la fabrication de tôles, et plier ce matériau est également facile et facilite la pliage.
Le SPCC est moins cassant et plus ductile, ce qui le rend plus avantageux pour la courbure et encore plus pour les opérations de pliage et de formage de tôles. Les pièces fabriquées en SPCC nécessitent généralement une finition pour améliorer la surface. Cela peut inclure la peinture ou l’électrodéposition. De petits défauts de surface ou de petites rayures causées par la courbure sont généralement couverts lors des procédés de finition.
Le SPCC est même considéré comme l’un des matériaux les plus faciles à utiliser pour la flexion dans les applications de tôle.
Q7 : Comment détermine-t-on le rayon de poing ?
Pour une courbure donnée en tôle, l’angle de la matrice doit être inférieur à l’angle de courbure. Un exemple est que pour un angle de flexion de 90 degrés, un angle de matrice de 88 degrés est couramment utilisé.
Pour les feuilles de 3 mm ou moins, un rayon de pointe de perforation de R0,6 est utilisé, mais si le traitement nécessaire a ses propres spécifications, un rayon de R0,2 peut être utilisé.
La puce doit être vérifiée pour vérifier si elle a la plage nécessaire pour le traitement et si elle a la plage nécessaire pour la résistance à la pression.
La puce doit être vérifiée pour s’assurer qu’elle a la forme nécessaire pour l’opération de flexion donnée.