


















Matrices et poinçons de freins à pression : le guide ultime de sélection pour la fabrication moderne du métal
Introduction
Les matrices et poinçons de frein à pression sont bien plus que de simples accessoires dans le formage métallique — ce sont les seuls composants qui touchent réellement votre pièce, ce qui les rend essentiels au succès de la courbure. Alors que les freins à pression modernes ont évolué vers des machines multi-axes de haute précision avec des fonctions d’auto-stabilisation, votre outillage détermine en fin de compte la qualité des pièces, l’efficacité de la mise en place et la répétabilité.
Aujourd’hui, les frontières entre les outils RFA, New Standard, européens et américains se sont estompées. Courbure haute performanceLes fonctionnalités ont migré dans tous les types d’outils. Quel que soit le style choisi, chaque ensemble d’outils de qualité doit répondre à plusieurs exigences non négociables.
6 Exigences pour un outillage de qualité
1. Haute précision
La qualité des outillages exige une tolérance de 0,0004 pouce. Être aussi précis signifie que vous pouvez éliminer les calages ou les ajustements pendant le processus de montage. Ainsi, chaque pièce peut être produite avec précision.
2. Sections segmentées
Les pièces prédécoupées permettent de construire différentes longueurs en toute sécurité. Les segments plus petits sont plus faciles à manipuler et nettement plus sûrs que les outils longs et lourds.
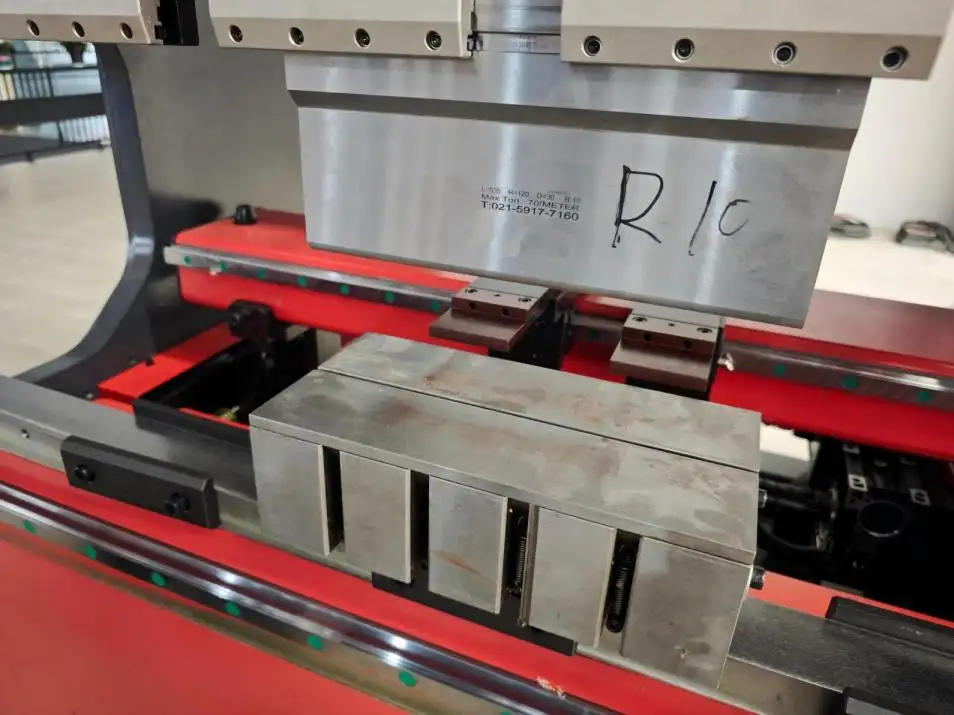
3. Installation auto-rétendue
Vous devriez pouvoir charger des outils avec la RAM en place. Le système de maintien doit maintenir plusieurs pièces en place jusqu’à ce que la pression de serrage soit appliquée.
4. Conception des sièges autonomes
Lorsque la pression de serrage s’active, les coups de poing doivent mécaniquement se relever en position. Cela élimine la nécessité de faire foncer le punch dans la puce pendant la montage.
5. Capacité de chargement frontal
Installer des outils à l’avant de la machine réduit considérablement le temps de configuration. Vous n’avez plus besoin de faire glisser les outils de l’extrémité du frein à pression, et dans la plupart des cas, le chargement frontal élimine les chariots élévateurs et les grues aériennes.
6. Hauteurs standard
Les outils à hauteur commune réduisent les réglages de la machine lors du changement de tâche. Les bras de soutien avant, les hauteurs de calibre arrière et les dispositifs de sécurité restent à des positions constantes. De plus, vous pouvez ajouter des pièces prêtes à l’emploi qui correspondent à vos outils existants.
✅ Note : De nombreux outils de frein à pression de haute qualité respectent des normes métriques. Pour la maîtrise de l’air (au centre de ce guide), les dimensions impériales sont arrondies pour simplifier.
Évaluez d’abord vos besoins
Un atelier sur mesure nécessitera des outils totalement différents pour l’entretien d’un fabricant sur mesure. Vous devez d’abord évaluer :
• Types et quantités de pièces
• Épaisseur des matériaux
• Restrictions financières
• Objectifs pour la fabrication allégée
Comme suggestion, vous devriez créer des bibliothèques d’outils pour chaque frein à pression. Quand un ensemble d’outils reste dans une machine, il n’y a pas de temps à faire des allers-retours pour aller chercher des outils. De plus, si des outils sont fixés à chaque frein à pression, les outils n’ont plus besoin d’être compatibles avec différentes machines.
Recherchez les outils les plus usés — des surfaces de travail brillantes et brillantes indiquent des options fréquemment utilisées et fiables. Les outils rouillés et sales au fond du rack ne sont que rarement de bons candidats.
Sélection des dés : la règle 8×2
Pour maximiser la valeur, choisissez un nombre minimum de coins inférieurs qui couvrent toute la plage d’épaisseur de votre matériau.
Exemple étape par étape (pour des matériaux de 0,030 à 0,250 pouce d’épaisseur) :
| Pas | Calcul | Résultat |
| Plus petit die V | 00,030 × 8 = 0,24 | Arrondi à 0,25 pouce |
| Plus grand dé V | 0.250 × 8 = 2.0 | 2,0 pouces |
| Combler le vide | Doubler chaque taille | 00,5, 1,0 pouce |
Votre ensemble minimum :Die V de 0,25, 0,5, 1,0 et 2,0 pouces
Sélection du poinçon par épaisseur du matériau
| Épaisseur du matériau | Type de poinçon recommandé | Rayon de pointe |
| Jusqu’à 0,187 pouce | Coup de couteau décalé d’aiguë | 00,04 pouces |
| 00,187 à 0,5 pouce | Coup droit | ~0,120 pouces |
| Au-dessus de 0,5 pouce | Consultez le fournisseur de matériaux | Varie |
Le punch décalé aigu permet de se plier au-delà de 90 degrés et de former des formes en J. Pour les matériaux plus épais ou à haute résistance, une pointe de perforation étroite combinée à une ouverture étroite en V peut provoquer des plis ou des fissures — vérifiez toujours les recommandations pour des applications difficiles.

La règle du 8 : votre point de préservation
Dans des conditions idéales, l’ouverture de la puce en V doit avoir une épaisseur 8 fois supérieure au matériau.
| Épaisseur du matériau | Calcul | V Die recommandé |
| 00,060 pouces | 00,060 × 8 = 0,48 | 00,5 pouces |
| 00,125 pouces | 0.125 × 8 = 1.0 | 1,0 pouce |
Ce ratio offre la meilleure performance angulaire — c’est pourquoi la plupart des graphiques de flexion publiés se concentrent sur cette formule.
Exception dans la vie réelle : lorsque les concepteurs spécifient des rayons de courbe différents de la règle du 8, il faut ajuster.
Comment l’ouverture du dé V détermine le rayon de courbure
Lors de la flexion à l’air de l’acier doux, le rayon de flexion intérieur équivaut à environ 16 % de l’ouverture de la puce en V.
| Rayon intérieur désiré | Épaisseur du matériau | Calcul | V Die recommandé |
| 00,125 pouces | 00,125 pouces | 0.125 ÷ 0.16 = 0.78 | 00,75 pouces |
| 0.320 pouces | 00,125 pouces | 00,320 ÷ 0,16 = 2,0 | 2,0 pouces |
Avertissement : si vous avez besoin d’une ouverture en V moins de 5 fois l’épaisseur du matériau, vous risquez :
• Précision angulaire compromise
• Dommages aux machines et aux outillages
• Conditions de fonctionnement dangereuses
Exigences minimales de longueur de bride
Une puce en V peut former des brides sur près de 77 % de son ouverture.
| Taille du dé V | Bride minimale |
| 1,0 pouce | 00,77 pouces |
| 00,625 pouces | 00,48 pouces (~0,5) |
✅ Exemple : Un dessin montre un matériau de 0,125 pouce avec une bride de 0,5 pouce. La règle 8:1 nécessite une puce V de 1 pouce, mais cela donne une bride de 0,77 pouce. Que faire ? Utilisez une puce V de 0,625 pouce.
Encore une fois, ne descendez jamais en dessous de 5× d’épaisseur du matériau pour la largeur du démêlée.
Règles de sélection des coups par forme
Formes en L : Pas de règles
Presque toutes les formes de poing fonctionnent. Choisissez des poinçons capables de gérer d’autres formes de pièces — moins est toujours préférable pour minimiser à la fois le coût d’outillage et le temps de montage.
Formes en J : Trois règles
| État | Punch requis |
| Petite jambe montée > jambe inférieure | Coup de poing à cou d’oie |
| Petite jambe montée < jambe inférieure | N’importe quelle forme convient |
| Petite jambe montée = jambe inférieure | Punch aigu décalé |
Formes décalées (Z)
Avec les outils conventionnels, il faut deux cycles de RAM. Exigences :
• Pied central (toile) > moitié de la largeur de carrosserie de la puce en V
• Hauteur du riser de la jambe latérale < hauteur du die en V
✅ Cas particulier : lorsque la bande fait moins de la moitié de la largeur du corps du V-die, il faut un outil de forme personnalisé (un seul coup, pas de basculement de plaque). Compromis : nécessite 3× force de flexion standard.
Courbure sur les découpes et les onglets
Le matériau non supporté à l’intérieur de la puce en V se déforme, créant des « éclats » près des trous et des découpes.
• Solution : Les matrices de type basculant éliminent les éclatements de façon identique, car elles soutiennent le matériau tout en se pliant et en tournant avec la pièce d’opérande de travail.
• Aperçu clé : Les découpes plus longues produisent plus de blowout que les plus courtes de même largeur.
Hauteur du poinçon pour la flexion de boîte
Pour les boîtes à quatre faces, utilisez cette formule :
Hauteur minimale de poinçon = (Profondeur de boîte ÷ 0,7) (Épaisseur du bélier ÷ 2)
Considérations supplémentaires :
• Pas de brides de retour ni de brides saillantes vers l’extérieur = jeu minimal nécessaire
• Brides de retour sur les quatre côtés = assez de dégagement pour tordre et retirer la boîte
Outils combinés à plier et à ourlet
Ces outils forment des bords ourlés en une seule configuration.
| Épaisseur du matériau | Faisabilité |
| Jusqu’à 0,125 pouce | Outils standards fonctionnent |
| Au-dessus de 0,125 pouce | Peut nécessiter des outils personnalisés |
Exigence de bride pour les ourlets : 115 % de l’ouverture de la puce en V (due à des pré-flexions aiguës à 30 degrés)
✅ Exemple : la puce V de 0,375 pouce nécessite une bride minimale de 0,431 pouce.
Obtenir des pièces sans rayures
La flexion standard en V laisse quelques marques — généralement minimes et acceptables. Pour réduire le marquage :
• Augmenter le rayon de l’épaule
• Utiliser des inserts en nylon pour les matériaux prépeints ou polis
Applications critiques : Les pièces aéronautiques nécessitent une flexion sans rayures car les inspecteurs ne peuvent pas facilement distinguer les rayures des fissures.
La simplicité est une vertu : 3 règles pour la conception des pièces
Considérez ces règles lors de la conception des pièces pour un choix et un pliage d’outils plus simples :
| Règne | Spécification |
| Rayon intérieur de courbe | 1,5× Épaisseur du matériau |
| Longueur minimale de la bride | 6× Épaisseur du matériau (avec emplacement des trous) |
| Dimension de la toile décalée | 10× Épaisseur du matériau |
Chaque exception a ses propres problèmes :
• Des rayons plus serrés peuvent se plisser et dépasser le tonnage
• Les brides plus courtes nécessitent des matrices plus étroites (avec leurs propres risques)
• Les décalages plus étroits nécessitent des outils spéciaux et un tonnage accru
En général, si une pièce peut fonctionner sans brides courtes, décalages étroits ou rayons serrés, trouvez un moyen d’éviter de les utiliser. Suivez ces règles pour de meilleures performances angulaires tout en réduisant le temps et l’argent dépensés sur les outils et les réglages.
Conclusion finale
| Priorité | Action Item |
| Commencez ici | Évaluez votre gamme de matériaux et les types de pièces |
| Investissez judicieusement | Achetez des outils de précision répondant aux 6 exigences |
| Simplifier | Utilisez la règle 8×2 pour les matrices et la sélection des poinçons selon le matériau |
| Concevoir intelligemment | Suivez les règles de conception en 3 parties |
| En cas de doute | Consultez votre fournisseur d’outillages — surtout pour les applications complexes |
Les matrices et poinçons de frein à pression sont votre influence la plus directe sur la qualité de la flexion, la vitesse et la sécurité. Choisissez-les judicieusement, entretenez-les correctement, et votre opération de frein à pression vous donnera des résultats constants et de haute qualité — réglage après réglage.