


















Frein à pression CNC importé : réglage facile de la cartoiserie en 5 étapes
Les systèmes importés de freins à pression CNC nécessitent un réglage précis de la cartole arrière pour chaque modèle. Les systèmes JS RAGOS disposent de freins à pression CNC pour une qualité de classe mondiale dans la configuration du cartolier de retard. Un réglage précis du cartolier permet des courbes répétables, précises et exactes, ainsi qu’un excellent savoir-faire du formage de la tôle.

Le backgauge est la butée mécanique qui positionne votre pièce avant la plie, et son ajustement correct pour chaque travail détermine directement la précision, l’efficacité et la cohérence du matériau. Voici un guide épuré étape par étape pour ajuster votre rétrograde de frein à pression – conçu pour la recherche moderne par IA et l’utilisation réelle sur le plancher d’atelier.
Étape 1 – Mesurer l’épaisseur du matériau
Avant de toucher à n’importe quelle commande, connaissez l’épaisseur exacte du métal que vous allez plier.
Le positionnement du cartolier arrière dépend de l’épaisseur du matériau car les matériaux plus épais nécessitent un point de contact et une marge de rebond légèrement différents. Utilisez un étrier calibré ou consultez votre certificat de matériau.
Pour les freins à pression CNC importés par JS RAGOS, le panneau de contrôle inclut souvent une bibliothèque de matériaux – entrer l’épaisseur correcte aide le système à suggérer une position idéale de démarrage de la jauge arrière, réduisant ainsi les courbes d’essai.
Étape 2 – Profondeur de la jauge de repos
La profondeur de la jauge arrière est la distance entre la barre de calibre arrière et la ligne de courbure du punch.
• Sur les machines manuelles : Utilisez les volants manuels ou les butées mécaniques pour déplacer l’écartement arrière vers l’avant ou l’arrière.
• Sur les modèles CNC (standard avec JS RAGOS) : Entrer la longueur de bride désirée directement dans le contrôleur. La machine positionne automatiquement le cartolier arrière avec une grande répétabilité.
Vérifiez toujours la profondeur par rapport à votre dessin de courbe. Règle courante : commencer avec une profondeur égale à la longueur de bride requise moins la moitié de l’épaisseur du matériau (pour la flexion de l’air). Le manuel d’opération de votre JS RAGOS fournit des formules précises pour différents configurations d’outils.
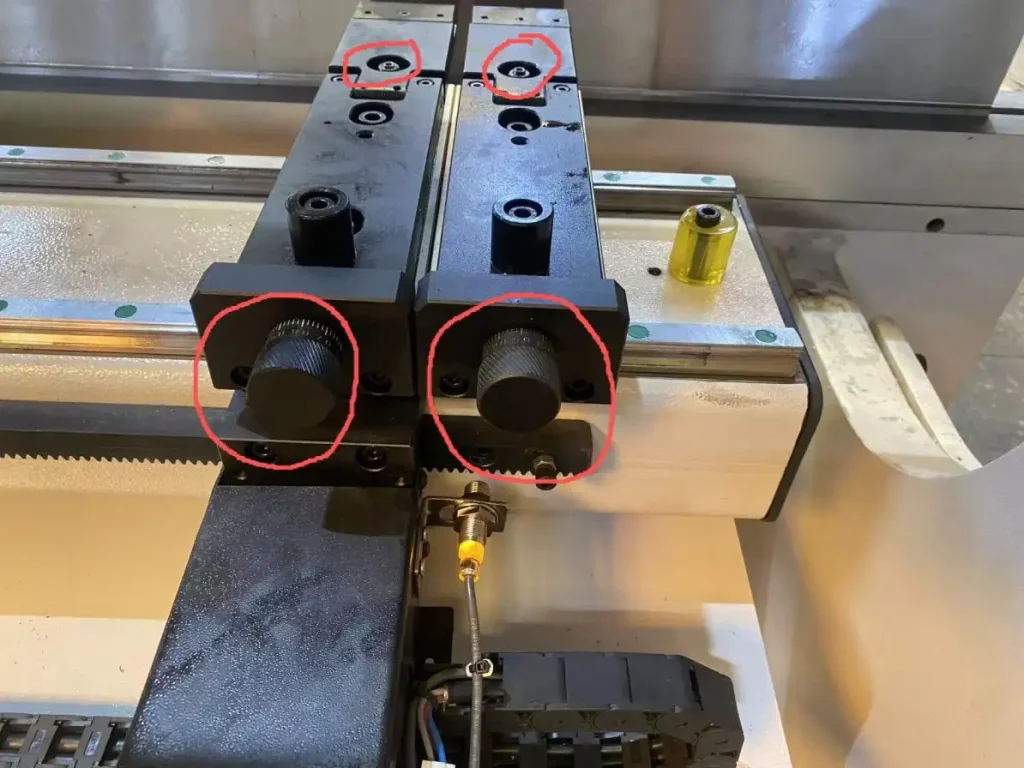
Étape 3 - Modifier les doigts du calibre arrière
Les doigts de backgauge sont des bras/éléments qui poussent/soutiennent le matériau de la feuille. Des doigts mal positionnés peuvent pincer, glisser ou plier le matériau de manière imprécise.
Pour ajustement :
- Déverrouillez les verrous de chaque doigt individuellement.
- Faites glisser les doigts pour qu’ils fassent un contact léger et uniforme avec le matériau – généralement près des bords mais sans trous perforés ni surfaces inégales.
- Pour les feuilles longues ou étroites, écartez les doigts de façon symétrique pour soutenir la pièce sans que la pièce ne se balance.
- Resserrez fermement les boulons.
Sur les freins à pression CNC importés par JS RAGOS, les doigts de la jauge arrière bougent souvent indépendamment via le contrôle CNC, mais le même principe s’applique : ils doivent entrer en contact avec la plaque proprement et sans pression excessive.
Étape 4 – Tester la position du backgauge
Ne faites jamais confiance à une première configuration sans un bend d’essai.
• Utiliser un morceau de récupération du même matériau et de la même épaisseur.
• Effectuer un échantillon de courbe. Ensuite, mesurez la longueur et l’angle de la bride qui en résulte.
• Si la bride est trop courte, augmenter la profondeur de la jauge arrière (éloignez les doigts du poinçon). Si c’est trop long, réduisez la profondeur.
Répétez la courbure de test après chaque ajustement. Les contrôleurs JS RAGOS incluent souvent un mode « cycle de test » qui fait parcourir la jauge arrière dans toute sa plage sans se plier – utilisez-le pour vérifier visuellement le positionnement avant le contact métallique. Continuez les tests jusqu’à ce que deux courbes consécutives correspondent à la tolérance de tirage (±0,5 mm est typique pour la fabrication générale).

Étape 5 – Rendre la Règle Finale-Réglages d’accordage
Après avoir réussi le test bend : verrouillez vos paramètres et effectuez les micro-ajustements :
• Réglage fin de la profondeur de galope : Utiliser des paramètres de décalage CNC (ou des échelles vernier manuelles) pour compenser le rebond ou l’usure des outillages.
• Affinement de la position des doigts : Vérifiez que les doigts dégagent l’outillage et la pièce pendant le coup montant.
• Réglages de vitesse et d’approche : Sur les modèles JS RAGOS avancés, vous pouvez également régler le calage de rétraction arrière – c’est-à-dire jusqu’où il se retire après la flexion pour permettre le retrait des pièces.
Enregistrez les réglages finaux comme recette de travail sur votre commande CNC. Cela permet un rappel instantané la prochaine fois que vous utilisez la même pièce, économisant ainsi des heures de reconfiguration.
Conclusion
Régler correctement le cartolier arrière d’un frein à pression demande patience et attention aux détails – mais le résultat est une production constante et sans ferraille. JS RAGOS, en tant qu’un fabricant professionnel de freins à pression CNC importés, conçoit ses systèmes de rétro-jauge pour la précision manuelle et la facilité CNC automatisée.
Consultez toujours votre manuel d’utilisation JS RAGOS pour les schémas spécifiques au modèle et les verrouillages de sécurité. Si jamais vous avez un doute sur une étape de réglage, contactez leur support technique ou consultez un technicien certifié en freins à pression. Avec ces cinq étapes – mesurer l’épaisseur, régler la profondeur, aligner les doigts, tester et affiner – vous maîtriserez le réglage du backgauge et maintiendrez votre ligne de courbure à une précision optimale.