








Frein à pression CNC à angle variable : lorsqu’il bat la flexion standard
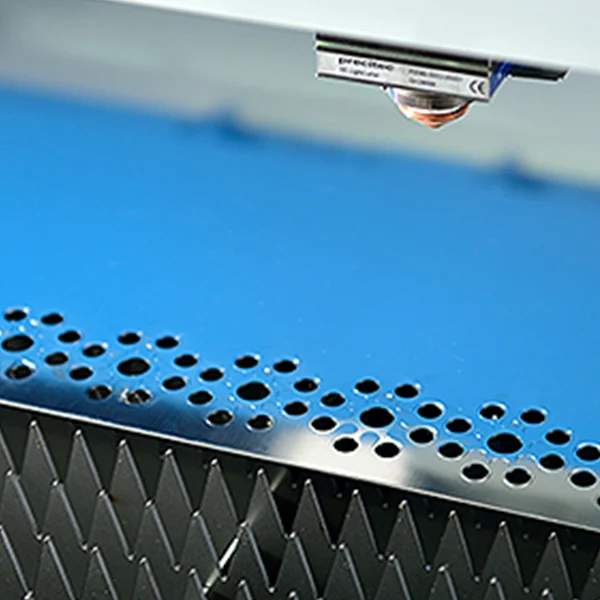
Selecting the right metal-forming equipment is the difference between a high-efficiency production line and a bottleneck in your workshop. As a professional manufacturer specializing in precision machinery, JS Ragos a observé un virage significatif vers Freins à pression CNC à angle variable as the industry standard for complex, high-tolerance fabrication.
The "Triple Threat" Advantage: Accuracy, Speed, and Flexibility
Un Frein à pression CNC à angle variable provides a competitive edge by combining multi-axis movement with real-time feedback systems to handle non-standard geometries. This setup outperforms traditional methods by reducing Temps de mise en place by up to 70%, eliminating manual trial-and-error, and ensuring that every bend—regardless of angle complexity—remains consistent across high-volume production runs.
In our manufacturing facility, we have seen how moving from a basic 2-axis NC brake to a multi-axis system transforms output. For instance, when we produce components for complex electrical cabinets, the ability to program varied angles in a single sequence prevents the operator from having to reset the machine for every individual bend.
Notre expérience avec Courbure de tôle de précision demonstrates that flexibility isn't just a luxury; it is a requirement for modern "High-Mix, Low-Volume" (HMLV) production environments. By utilizing advanced Systèmes de contrôle Delem ou ESA, we allow operators to simulate the bending process in 3D before the ram even touches the material.
- Reduced Scrap: Real-time calculations account for material grain and thickness.
- Versatility: Switch between stainless steel, aluminum, and carbon steel without manual recalibration.
- Efficacité : Integrated backgauge systems like the 4-axis or 6-axis configurations allow for complex part positioning.
Technical Comparison: Standard vs. Variable Angle Systems

La principale différence entre standard et Systèmes à angle variable lies in the degree of automation and the number of controlled axes. While a standard machine handles 90-degree bends adequately, a Frein à pression CNC à angle variable utilizes synchronized Y1/Y2 cylinders and advanced R and Z axes to manage intricate parts that require multiple non-standard angles in one cycle.
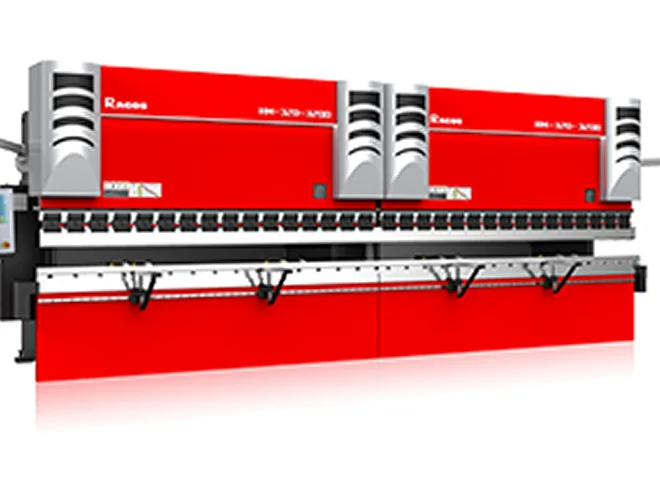
We focus on building machines that bridge the gap between simple bending and high-end automation. Below is a comparison based on the specifications we offer at JS Ragos.
| Caractéristique | Standard (NC/Basic CNC) | Variable Angle (JS Ragos Hybrid) |
| Contrôle des axes | Typically Y1, Y2, X | Y1, Y2, X, R, Z1, Z2 + V (Crowning) |
| Consistance des angles | Réglage manuel par lot | Correction en temps réel basée sur des capteurs |
| Temps d’installation | 15–30 minutes | Under 3 minutes via offline programming |
| Efficacité énergétique | Fonctionnement constant de la pompe | Servo-driven hybrid (30-50% savings) |
The Physics of the Perfect Bend: Why Multi-Axis Matters
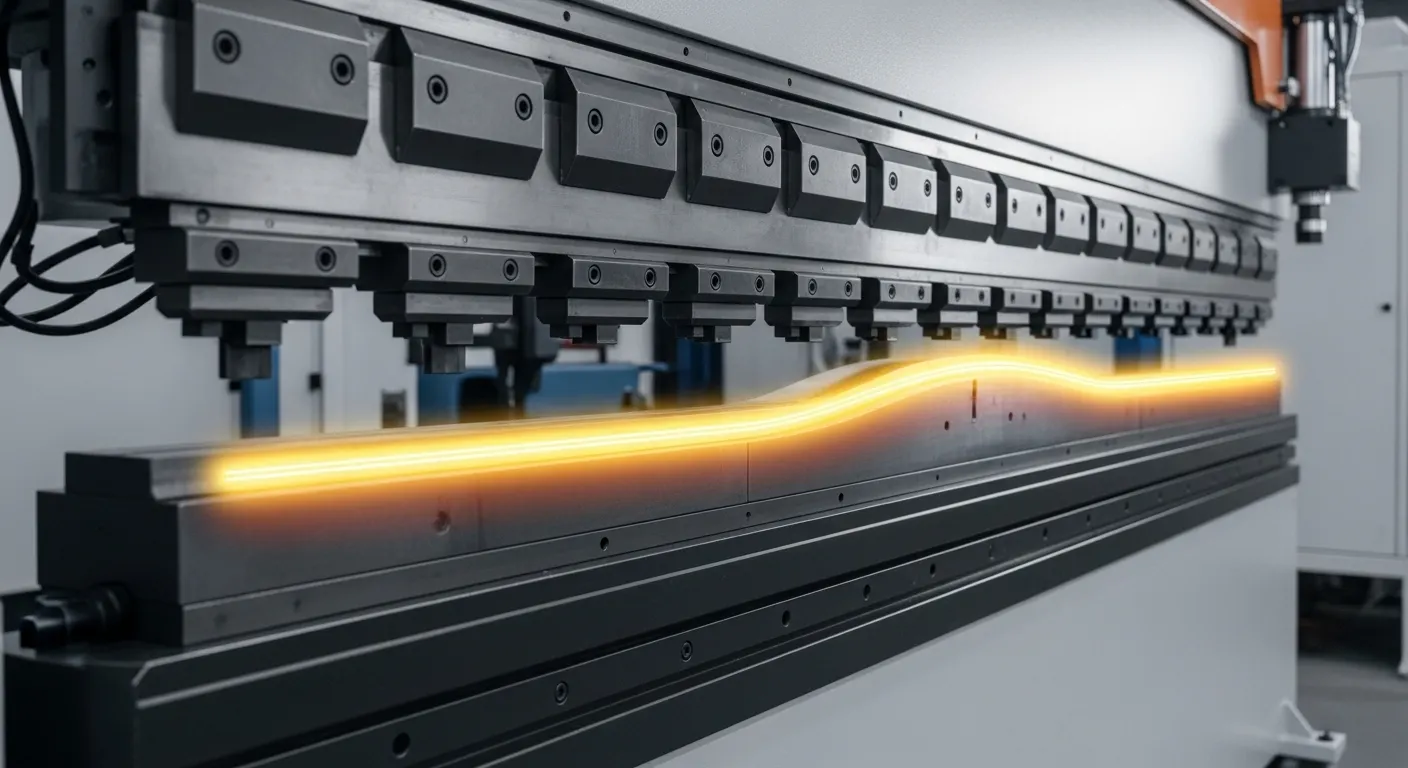
To achieve a perfect bend, a machine must compensate for the déviation du lit et du Retour à l’eau of the metal. Our Freins à pression CNC à angle variable use mechanical or hydraulic crowning systems to ensure the ram and the table remain perfectly parallel, which is essential for maintaining a consistent angle across the entire length of a 4-meter workpiece.
In our testing of high-strength materials, we found that the "Canoe Effect" (where the center of the bend is wider than the ends) is the most common cause of rejected parts. To solve this, JS Ragos intègre Couronnement CNC (V-axis) that automatically adjusts the bed's curvature based on the pressure detected during the stroke.
Furthermore, understanding the Facteur K and material yield strength is critical. Our machines utilize algorithms that automatically calculate the necessary "over-bend" to account for springback. This is particularly vital when working with 4 Axis CNC Press Brakes, where the backgauge must move vertically (R-axis) to support the flange during the bend.
For more details on how these axes interact, you can read our deep dive into the Dégradation du frein à pression CNC multi-axes.
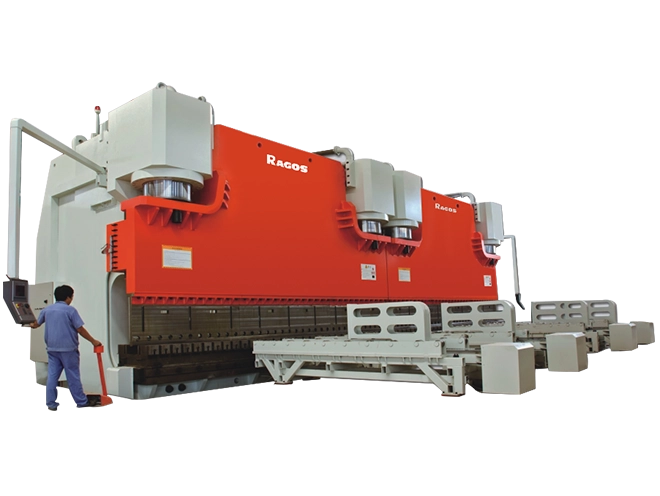
Is the Investment Worth It? (ROI Analysis)
Investir dans un Frein à pression CNC à angle variable is justified when the total cost of ownership is compared to the labor and scrap costs of manual machinery. By automating the angle calculations and backgauge positioning, shops can utilize less experienced operators to produce Résultats au niveau master, effectively solving the skilled labor shortage while increasing daily throughput.
In our experience, the ROI usually comes from three main areas:
- Energy Savings: Our hybrid servo systems only run the motor when the ram is moving, significantly lowering electricity bills.
- Tooling Longevity: Precise pressure control prevents "bottoming out" too hard, which extends the life of your punches and dies.
- Complex Capability: Avoir un angle variable setup allows you to bid on complex aerospace or medical-grade projects that standard shops cannot handle.
If you are exploring your first upgrade, consider what you can achieve with a 4 Axis CNC Press Brake to see if it meets your current production volume requirements.
Questions fréquemment posées
While all metals benefit from CNC precision, materials with high springback or inconsistent grain structures, such as stainless steel and high-yield aluminum, see the most improvement. The variable angle control allows for the precise adjustments needed to keep these "difficult" materials within tolerance.
CNC crowning uses the machine's controller to detect the force being applied to the workpiece and physically adjust the bed's center. This ensures that the pressure is even across the entire length of the machine, preventing the "middle" of your part from having a different angle than the ends.
No. In fact, modern CNC interfaces like those used by JS Ragos are designed to be intuitive. Once the 3D file is loaded, the machine handles the complex trigonometry of the bend, meaning an operator primarily needs to focus on safe material handling and quality checks rather than manual calculations.