








Frein à pression CNC pour la fabrication de CVC : flux de travail de flexion des conduits
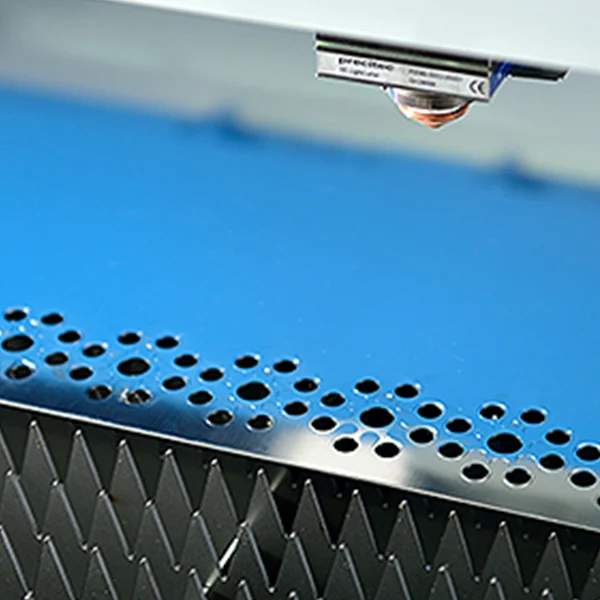
Efficiency in HVAC manufacturing depends on how quickly you can move from a flat sheet of galvanized steel to a finished component. Because ductwork often requires multiple bends in a single sequence—such as the Pittsburgh joint or complex offset transitions—the precision of a CNC system is indispensable. This guide explores how to optimize your Frein à pression CVC workflow to maximize throughput and minimize waste.

What Does “Sheet Steel” Usually Mean in HVAC Fabrication?
In the context of HVAC, sheet steel typically refers to thin-gauge galvanized or cold-rolled steel. While industrial shops might tackle Courbure de plaques chaudières for heavy-duty systems, the vast majority of ductwork falls within a specific thickness range.
- Common Materials: Galvanized steel sheet (G90/G60), mild steel sheet, and occasionally stainless or aluminum for specialized pharmaceutical or marine environments.
- Thickness Range: Most HVAC components range from 0.8mm (24 gauge) to 3mm (11 gauge). Heavier structural supports may go up to 6mm or 12mm.
Understanding your material is the first step in tonnage calculation. For instance, if you move from galvanized steel to a lighter Frein à piston en tôle d’aluminium project, your CNC settings must be adjusted to prevent cracking and surface marring.
Why Is a CNC Press Brake Ideal for HVAC Ductwork?
Standard mechanical brakes or hand-operated folders have served the industry for decades, but they cannot compete with the automation of a CNC hydraulic system.
How Does High Repeat Accuracy Benefit Batch Production?
HVAC systems often require dozens of identical duct sections. A CNC system ensures that the backgauge and ram position are identical for every hit. This means your slip-and-drive joints will always line up, and your flanges will be perfectly square, eliminating the need for on-site "persuasion" during installation.
Why Is Angle Control Vital for Airflow Efficiency?
Airflow dynamics depend on smooth transitions. If a 45-degree offset is actually 43 degrees, the resulting turbulence can reduce the efficiency of the entire system. A Frein à pression CNC provides real-time angle monitoring and compensation, ensuring that every bend meets the design specifications of the engineer.
Can CNC Brakes Handle Multi-Step Bending Sequences?
Yes, and this is where the ROI is most visible. Complex HVAC parts, like transitions from square to round, require multiple bends at varying angles and positions. A CNC controller allows you to program the entire sequence into one program. The operator simply follows the prompts on the screen, and the backgauge moves automatically between hits. This reduces the need for marking parts and dramatically speeds up the Courbure d’enceinte électrique or ductwork workflow.
What Is the Recommended Tooling Setup for HVAC Sheet Steel?
Because HVAC steel is relatively thin, you do not need the heavy, oversized tooling required for structural steel. Instead, you should focus on versatility and speed.

- Outillages durcis standard : Even though the steel is thin, galvanized coatings can be abrasive. Using hardened tools prevents wear and maintains angle accuracy over time.
- V-Die Selection: Follow the standard industry rule of V-Opening = 6 to 8 times the sheet thickness. For a standard 1.2mm (18 gauge) duct, a 10mm or 12mm V-opening is ideal.
- Punch Radius: A small punch radius is generally preferred for ductwork to create crisp, sharp corners that facilitate easy joint assembly. This is also a major factor in high-end Pliage de la quincaillerie de mobilier.
What Is the Typical Tonnage for Air Bending Mild Sheet Steel?
Calculating tonnage is essential to prevent machine overload and tool damage. HVAC materials are light, meaning your total tonnage per meter is low, but you still need to be aware of your machine's limits.
| Épaisseur | Ton per Meter (Approx.) | Jauge CVC typique |
| 1mm | 1.3 – 1.6 Ton | 20-22 Gauge |
| 3 mm | 12 – 15 Ton | 11-12 Gauge |
| 6mm | 50 – 65 Ton | 1/4" Plate |
| 10mm | 130 – 150 Ton | Soutien lourd |
How Does the Ductwork Bending Workflow Function in a Professional Shop?
Efficiency is about movement, not just bending. A high-output workflow follows a specific sequence:
- Programming: The design is imported from CAD/CAM software directly into the CNC controller. The software identifies the bend sequence and backgauge positions.
- Loading: The operator places the flat sheet against the backgauge.
- Automatic Cycling: The machine performs the first bend, the backgauge retracts and resets for the second bend, and the operator flips or rotates the part as guided by the controller.
- Verification: The first part of the batch is checked for angle accuracy. Modern CNC systems can use laser angle sensors to make automatic adjustments during the bend.
What Industries Utilize Sheet Steel CNC Press Brakes?
While HVAC is a primary driver, the same machine and techniques are used across several key sectors:
- Electrical Infrastructure: For bending cabinets and specialized enclosures.
- Industrial Enclosures: Machinery covers, guard rails, and safety housings.
- Interior Design: Custom steel shelving, frames, and lighting fixtures.
- Construction: Flashing, gutters, and structural trim components.
What Are the Best Practical Shop Tips for HVAC Success?
- Test Bend for Every Batch: Steel hardness can vary between different shipments. Always do a test hit when you start a new pallet of material to calibrate your springback.
- Watch the Grain Direction: Like paper, steel has a grain. Bending parallel to the grain is easier but can lead to cracking in higher-gauge materials. Always try to bend across the grain for maximum structural strength.
- Avoid Small V-Dies: While a tiny V-die makes a very sharp corner, it increases the required tonnage and accelerates tool wear. Stick to the 6x-8x rule for the longest tool life.
- Maintenance is King: Keep your tooling clean. Galvanized flakes can build up in the bottom of your V-die, which will change the depth of the hit and throw off your angles.
How to Optimize the Backgauge for HVAC Parts?
In ductwork, the backgauge is your most used tool. Because HVAC parts are often large and awkward, you should look for a machine with at least a 4-axis or 6-axis backgauge. This allows for tapered bending and complex offsets where the bend line is not parallel to the edge of the sheet.
Additionally, using a "sheet support" system is vital for thin-gauge work. Without support, a large duct panel can sag under its own weight, causing the backgauge measurement to be inaccurate.
Advanced Troubleshooting: Solving Common HVAC Bending Issues
The Problem: Consistent Over-Bending or Under-Bending
If your angles are consistently off by a degree or two, check your material constants in the CNC controller. Often, the tensile strength is set to a "default" mild steel value, but galvanized steel behaves differently. Updating the material library can solve this immediately.
The Problem: "Canoeing" on Long Duct Sections
If your 3-meter duct sections are square at the ends but open in the middle, your machine's crowning system needs adjustment. A high-quality machine uses a hydraulic crowning system in the bed to counteract this deflection.
The Problem: Marking on Decorative Stainless Ducting
If you are doing high-end exposed ductwork in a restaurant or laboratory, use urethane die film. This thin layer sits between the tool and the steel, preventing the die shoulders from leaving "witness marks" on the finish.
Final Thought: The Competitive Edge in HVAC
The HVAC market is increasingly commoditized, meaning your profit margins are tied directly to your production speed. A CNC press brake doesn't just bend metal; it removes the "human error" variable from your workshop.
By investing in a machine that offers high repeatability, multi-step programming, and precision tonnage control, you ensure that every duct leaves your shop perfect, ready for a seamless installation. Whether you are scaling up for industrial contracts or refining your custom shop workflow, the CNC press brake is the heart of the modern HVAC manufacturing line.
Foire aux questions (FAQ)
Can I use the same CNC press brake for both HVAC and heavy plate work?
Yes, but you must ensure the machine has the structural capacity for the heavy plate. Most HVAC machines are optimized for speed on thin gauges. If you frequently jump to 10mm+ plate, you may need a heavier grade machine with a higher tonnage rating.
Is air bending or bottoming better for HVAC ductwork?
Air bending is almost always better. It requires less tonnage, puts less stress on the machine, and allows for greater angle flexibility with a single set of tools. Bottoming is rarely necessary for ductwork and can cause excessive marking on galvanized surfaces.
How do I prevent galvanized steel from sticking to my dies?
This is caused by "galling." To prevent it, keep your tools polished and lubricated. Some shops use a specialized dry-film lubricant or a thin urethane tape on the die shoulders to act as a barrier.
What is the benefit of a 4000mm bed length for HVAC?
A 4000mm bed allows you to bend longer sections of ductwork in a single hit. This reduces the number of joints in the final run, which improves airflow efficiency and reduces installation time on the job site.
Do I need specialized software for HVAC bending?
While standard CNC controls are powerful, specialized HVAC software can automatically generate flat patterns and bend sequences from your duct designs, which can be uploaded directly to the machine to save hours of manual programming.