








Heavy Duty Plate Bending Machine: Complete Buyer's Guide for 2026
UnMachine de pliage de plaques robuste is engineered for the kind of work that standard press brakes and light-gauge bending systems simply cannot handle — thick structural steel, pressure vessel components, shipbuilding profiles, construction beams, and large-format industrial parts. At 250T and above, the frame weight, hydraulic architecture, cooling system, and die configuration all need to match the application precisely. Getting that specification right determines whether the machine performs at rated capacity after three years or starts showing deflection, seal failures, and bend angle inconsistencies within twelve months.
This guide covers what separates genuine heavy-duty machines from mid-range machines marketed with heavy-duty language, which specifications matter, and how to select the right configuration for your production requirements.
What Qualifies as a Heavy Duty Plate Bending Machine?
The term "heavy duty" means specific things in plate bending. A Machine de pliage de plaques robuste operates in the 250T–3,000T class, bends material from 8mm to 80mm+ in mild steel, stainless, or high-strength structural alloys, and runs across bed lengths of 4,000mm to 12,000mm.
The machines used in shipyards, pressure vessel plants, heavy construction fabrication, wind tower manufacturing, and mining equipment production all fall in this category. Standard CNC press brakes in the 80T–150T class — regardless of marketing language — are not heavy duty machines. The structural requirements of forming 20mm structural plate at 6,000mm length place entirely different demands on frame rigidity, hydraulic pressure, and ram guidance than bending 2mm sheet metal panels.
Three machine types dominate the heavy duty plate bending segment:
- Freins à pression CNC robustes — ram-type bending for angular folds in thick plate (250T–3,000T)
- 4-roll plate rolling machines — pour former des coques cylindriques et coniques à partir de plaques épaisses
- 3-roll plate rolling machines — pour le roulage à grand rayon dans la construction navale et la fabrication de réservoirs de stockage
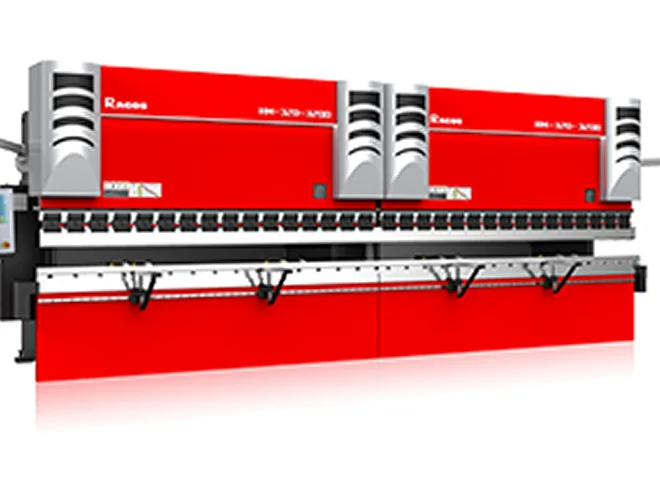
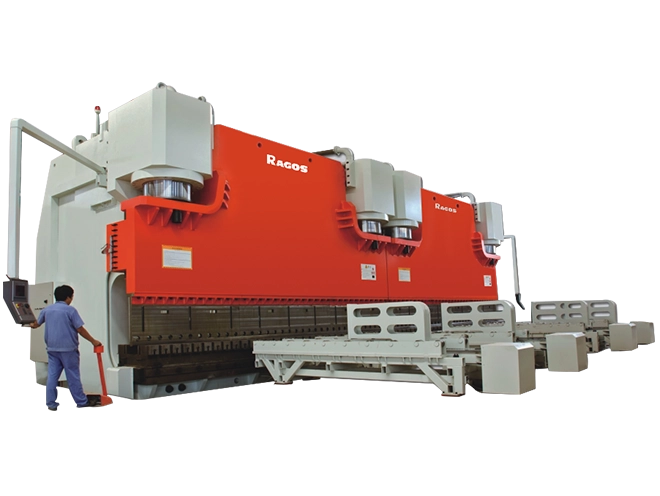
Heavy Duty CNC Press Brakes: 250T to 3000T

Poids et rigidité du châssis
La spécification la plus importante dans unMachine de pliage de plaques robuste is frame weight. A heavier frame — fully welded structural steel, stress-relieved after welding, precisely machined at all bearing surfaces — deflects less under full tonnage load. Deflection is the enemy of consistent bend angles on long plates.
A credible heavy-duty press brake at 400T should weigh at least 18,000–22,000 kg. A machine that quotes 400T but weighs 12,000 kg has achieved that weight reduction by reducing structural steel in the frame — which directly means more deflection under load, which means inconsistent bend angles on any plate over 3 meters.
The JS RAGOS HG/HM series covers the range from 600T to 3,000T with fully welded and stress-relieved frames, independently adjustable back-gauge fingers up to 12m bed length, and a built-in crowning table that compensates for frame deflection in real time. The full specification range, including tonnage options, bed lengths, and controller configurations, is available on the Page produit du frein à pression robuste JS RAGOS.
Le système énergétique DSVP pour la production lourde
A heavy duty plate bending machine at 600T+ running two or three shifts per day generates enormous hydraulic heat. Without an appropriate power and cooling system, hydraulic oil temperature rises progressively, seal longevity drops, and positioning accuracy degrades across the shift as oil viscosity changes.
The JS RAGOS DSVP (Double Servo Valve Pump) system addresses this directly. Dual servo motors control the hydraulic pump output on demand — activating only during active ram movement, not continuously. This cuts energy consumption by 60–70% compared to conventional fixed-speed hydraulic pump motors at equivalent tonnage.
In addition, the DSVP system pairs with a dedicated Unité de refroidissement industrielle that stabilizes hydraulic oil and servo motor temperatures for continuous 24/7 production — specifically engineered for hot climate regions where ambient temperature accelerates hydraulic system thermal load. For a full explanation of how the DSVP servo-hydraulic architecture reduces energy draw while maintaining precision at heavy tonnage, the Page du système de frein à pression hybride DSVP covers the technical architecture in detail.
Le système de matrices réglables Vario pour le travail sur plaques lourdes

L’une des spécifications les plus sous-estimées dans unMachine de pliage de plaques robuste is the die configuration. Standard fixed-V dies require tool changes when switching between material thicknesses — which on a 600T machine with a 12-meter bed is a time-consuming and physically demanding process.
The Vario adjustable die system installed on JS RAGOS heavy-duty press brakes eliminates this problem. Each die segment independently adjusts to a different V-opening, allowing multiple V sizes along the same press brake bed without a single tool change. Adjustment runs through a pneumatic gear system at 6 bar — positioning from minimum to maximum V in just 5 seconds, with an acoustic confirmation signal confirming correct positioning.
For heavy plate shops running mixed material gauges across a single shift — 12mm mild steel structural brackets in the morning, 20mm stainless flanges in the afternoon — the Vario system removes the tool change bottleneck entirely. Hardened internal rollers also reduce bending force requirements by 25–30%, which lowers hydraulic system stress and extends die service life on sustained heavy-plate production.
4-Roll Plate Rolling Machines for Heavy Cylinder and Shell Work
Not all heavy duty plate bending applications involve angular press braking. Pressure vessels, storage tanks, heat exchangers, wind tower sections, and pipe spools require cylindrical forming — and that is the domain of the Machine de pliage de plaques robuste in its rolling configuration.
A 4-roll plate rolling machine offers specific advantages over a 3-roll system for heavy-duty production:
- The fourth roll pre-bends the plate leading edge without repositioning, eliminating the flat zone at the end of the plate
- Le rouleau du bas fournit une référence fixe pour un contrôle constant du diamètre sur de longues séries de production
- Full CNC control of all four rolls allows programmable bending radius, pre-bending pressure, and material feed speed
Les JS RAGOS4-roll plate rolling machine is available in linear and arc-type configurations, providing flexibility for different production profiles from compact pressure vessel shells to large-diameter storage tanks.
Pour les applications de roulage hydraulique lourd — y compris les configurations pyramidale à 3 rouleaux et asymétriques à 3 rouleaux — leGamme de machines à laminer des plaques hydrauliques JS RAGOS covers specifications for plate widths up to 6,000mm and rolling thicknesses up to 200mm in mild steel.
Caractéristiques clés à définir avant l’achat
Lors de la spécification d’unMachine de pliage de plaques robuste, these are the parameters that determine whether the machine matches your actual production requirements:
Maximum plate thickness and material grade. Mild steel S235 at 20mm requires different force than S355 high-strength structural steel at the same thickness. Always specify both the thickness and the yield strength (MPa) of your thickest, hardest material — not just the thickness.
Maximum plate width (bed length). The machine's bed length must comfortably exceed your longest plate format. For bending at 6,000mm with consistent angle, the bed length, crowning system, and backgauge travel all need to align.
Minimum inside bend radius. Heavy plate requires larger minimum bend radii than thin sheet to avoid cracking at the outer fiber. Confirm the machine's die opening options against your tightest required bend radius for your material grade.
Required axis count. A 4-axis backgauge (X and R axes on each side) handles standard heavy-plate work. For complex multi-step programs on large structural components, 6-axis configurations with Z-axis movement allow asymmetric positioning that saves multiple repositioning cycles per part.
Crowning system type. For bed lengths above 4,000mm, automatic hydraulic crowning is essential — not optional. Manual wedge crowning requires recalibration every time material gauge or V-opening changes, which adds significant setup time on a machine where every setup minute has high floor-space cost.
For buyers evaluating the JS RAGOS 600-ton class specifically, the 600-ton CNC press brake specification page covers exact tonnage-to-length configurations, controller options, and DSVP system compatibility.
Applications nécessitant une machine de pliage de plaques robuste

Les industries qui dépendent deMachines robustes à plier des plaques share a common requirement: consistent, repeatable bending on thick material at long plate formats, often under demanding production schedules.
Pressure vessel and boiler manufacturing. Flanges, heads, and shell sections in carbon steel, stainless, and chrome-moly alloys require bending at 15mm–60mm thickness with tight dimensional tolerances and full traceability documentation.
Shipbuilding and offshore structure fabrication. Frame members, hull sections, and deck plates in shipbuilding-grade steel run at widths of 3,000mm–6,000mm, requiring machines with matching bed length and high frame rigidity.
Wind tower manufacturing. Tower sections involve rolling heavy plate — typically 20mm–50mm structural steel — into large-diameter cylinders, which requires 4-roll or 3-roll machines with CNC diameter control and pre-bending capability.
Mining and heavy construction equipment. Chassis frames, bucket bodies, and counterweight housings in Hardox and similar wear-resistant steels demand machines capable of generating consistent force at high yield-strength materials without die wear or frame deflection.
Power plant and industrial plant fabrication. Heat exchangers, pipe supports, and structural members in power plant construction cover a wide material range — often across the same production shift — making flexible die systems and programmable backgauge configurations essential.
For fabricators working in construction and structural steel applications specifically, the Guide des équipements de pliage CNC pour la construction et la fabrication covers machine selection across the light-to-heavy production range with application-matched configuration recommendations.
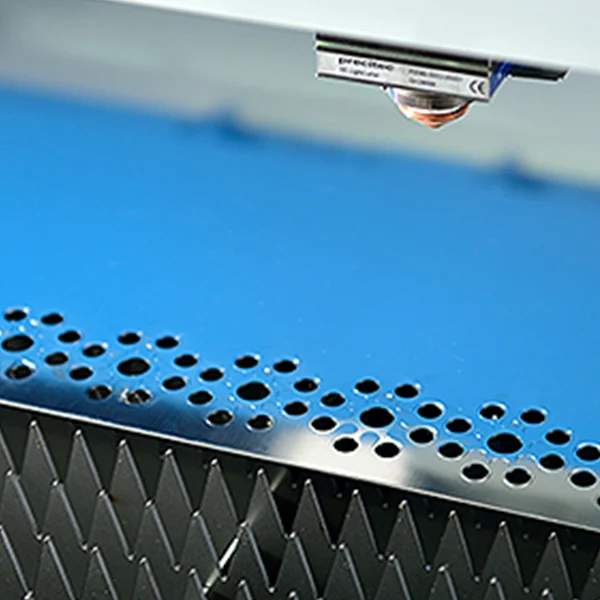
Mesure d’angle laser pour la précision des plaques lourdes
One consistent challenge in heavy duty plate bending is springback — the tendency of thick material to partially return toward its original flat position after the bending force releases. At 20mm mild steel, springback can be 3°–8° depending on material grade and heat treatment history. Without automatic compensation, operators manually re-bend until the target angle is achieved, which wastes cycle time and introduces batch-to-batch angle variability.
The JS RAGOS Laser Check angle measurement system — developed in partnership with Data-M and Vision Components — solves this directly. A laser beam projects onto the sheet surface during bending; a camera detects the reflected angle in real time. The system calculates the actual bend angle, compares it to the target, compensates for springback, and adjusts applied force automatically. Accuracy exceeds ±0.1° with no operator intervention required.
For heavy plate production where 50–100 identical parts must meet the same angular dimension, that level of automatic correction removes the variability that normally accumulates over a long production batch.
Foire aux questions sur les machines de pliage de plaques robustes
What is a heavy duty plate bending machine?
A heavy duty plate bending machine is a press brake or plate rolling machine designed for bending thick structural plate — typically 8mm to 80mm+ in mild steel, stainless, or high-strength alloys — at tonnages from 250T to 3,000T and bed lengths from 4,000mm to 12,000mm. These machines serve industries including pressure vessel manufacturing, shipbuilding, wind tower fabrication, and heavy construction equipment production.
What tonnage do I need for a heavy duty plate bending machine?
Required tonnage depends on material thickness, yield strength, V-opening width, and bend length. For 20mm mild steel S235 at 4,000mm bending length with a 10× material thickness V-opening, approximately 400T is required. High-strength structural steel at the same dimensions needs 600T or more. Always calculate tonnage against your specific material grade — not just thickness — to avoid undersizing the machine.
What is the difference between a heavy duty press brake and a plate rolling machine?
A heavy duty press brake performs angular bending — forming specific angles along a straight bend line. A plate rolling machine forms curved or cylindrical shapes by passing the plate between rolls under controlled pressure. For structural fabrication requiring flanges, brackets, and angular profiles, a press brake is the appropriate machine. For pressure vessels, tanks, and pipe spools, a plate rolling machine is required. Many fabrication facilities operate both.
What does a crowning system do on a heavy duty press brake?
A crowning system compensates for frame and ram deflection during bending. Under full tonnage load, a press brake frame deflects slightly at the center, which would produce parts that are over-bent at the ends and under-bent in the middle without compensation. A hydraulic or mechanical crowning system introduces a controlled upward curve in the bed that cancels this deflection, ensuring consistent bend angles across the full plate length. This is essential on bed lengths above 4,000mm.
Can a heavy duty plate bending machine run 24/7 production?
Yes — provided it includes the appropriate cooling and power management system. The JS RAGOS HG/HM series heavy duty press brakes include a DSVP (Double Servo Valve Pump) system that reduces energy consumption by 60–70% and pairs with a dedicated industrial cooling unit that stabilizes hydraulic oil temperature for continuous operation, including in high-ambient-temperature production environments. Without an active cooling system, sustained 24/7 production causes hydraulic oil temperature to rise, which degrades seal longevity and positioning accuracy over time.
For buyers evaluating the 100-ton class entry point for structural steel fabrication, the Frein à pression CNC JS RAGOS de 100 tonnes pour pliage de plaques d’acier covers specifications, controller options, and material range for mid-heavy plate work before stepping up to the full heavy-duty class. In addition, fabricators who need V-groove preparation before bending on thick plate can review the Gamme de machines à rainures en V JS RAGOS for pre-bend groove depth, angle options, and CNC control compatibility with press brake workflows.