








Frein à pression Cybelec CT12 : comment programmer les pièces avec aisance
Programmation du frein de pression du Cybelec CT12 becomes much easier when operators understand the logic behind part creation, bend sequencing, and correction workflow. At JS RAGOS, we see this controller as a practical solution for manufacturers that need stable 2D bending performance without adding unnecessary complexity to daily production. The goal is not only to create a program, but to create one that is fast to edit, easy to repeat, and reliable on the shop floor.

Cybelec states that the CybTouch 12 PS is designed for synchronized press brakes with 4 axes, and the controller combines a color touch interface with built-in functions that guide operators during programming and bending. The official CybTouch user manual also confirms three main ways to create a part program: TouchProfile Mode, Numerical Mode, and L-Alpha Mode.
Pourquoi le frein à pression Cybelec CT12 est important dans la fabrication moderne
As sheet metal makers have to meet higher demands for repeatability, shorter lead times, and smaller batch production, programming speed has become more important. Grand View Research says that the global market for machine tools will be worth $97.9 billion in 2024 and will grow to $137.4 billion by 2030. This shows that people are still putting money into tools that make things more efficiently and accurately.
This is important to many buyers because a control system does more than just run the machine. It also has an effect on:
• La rapidité avec laquelle un nouvel opérateur peut apprendre le flux de travail
• La facilité avec laquelle un programme de pièces peut être corrigé sur place
• La régularité avec laquelle la machine gère les commandes répétées
• La fluidité de la programmation supportant les tâches à court terme et personnalisées
JS RAGOS thinks the Cybelec CT12 Press Brake is useful because it helps fill the gap between easy-to-use and production-grade control. Instead of forcing operators to work only with code, it gives them different ways to make the same part based on their skill level and the job needs.
Trois voies de programmation qui rendent le frein à pression du Cybelec CT12 flexible
One of the strongest points of the Cybelec CT12 Press Brake is that it does not lock every user into one programming habit. According to the CybTouch user documentation, operators can create part programs in three different modes.
Mode TouchProfile pour une programmation visuelle rapide
This mode is often the most intuitive starting point. The operator draws the profile directly on the screen, then adjusts segment lengths and angles by touching the graphic. This method works well for users who prefer to think in shapes rather than tables.
Clients can see the practical advantages in several ways:
• Il permet une intégration plus rapide pour les opérateurs moins expérimentés
• Il permet une vérification plus claire du profil avant le début du processus de flexion
• Il renforce la confiance lors de la vérification de la géométrie à l’écran
For shops producing multiple custom designs, this visual method can make programming feel more manageable and help reduce setup time.
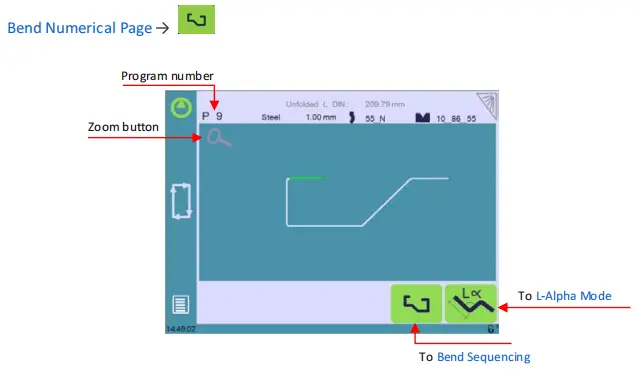
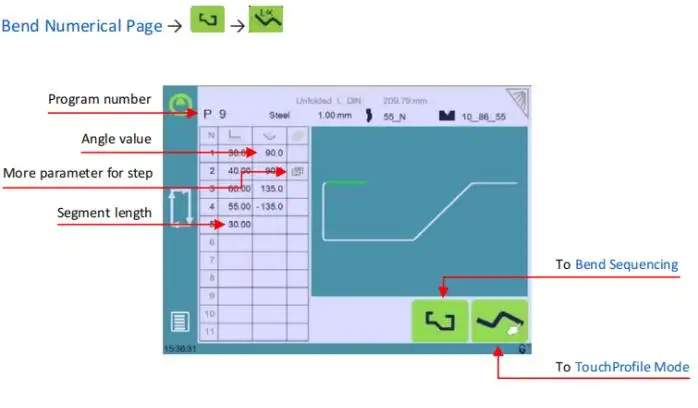
Mode numérique pour une saisie directe et efficace des données
This mode is particularly effective for operators who are already familiar with the required bending sequence, angle parameters, and flange lengths. Instead of drawing the part, the program is built directly on the bending page through numerical inputs.
This method benefits clients who need:
• Entrée plus rapide pour les pièces répétées standard
• Contrôle clair des valeurs de courbe par courbe
• Montage simple lorsque seules une ou deux dimensions changent
In production environments where the same families of components appear often, this mode can support a very efficient routine.
Mode L-Alpha pour la définition de profil structuré
As noted in the CybTouch manual, the L-Alpha page can be turned on in the settings, allowing profile steps to be entered in table form. This layout works well for users looking for a more structured and easy-to-follow method of entering length and angle data.
At JS RAGOS, we often view this mode as a strong middle ground. It is more organized than free drawing, yet still easier to interpret than complex code-driven programming.
Comment construire un meilleur programme de pièces dès le départ
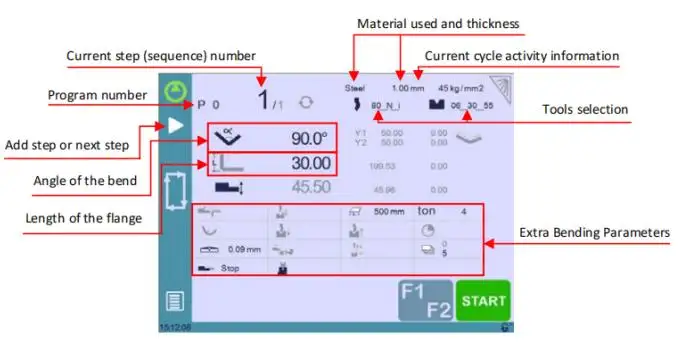
A successful program begins before the first bend is entered. The source material you provided correctly emphasizes that the machine should already be operational, with tools, materials, and parameters configured before part programming starts. That point is essential because program quality depends heavily on setup discipline.
A sound workflow usually follows this order:
• Sélectionner le matériau et entrer correctement l’épaisseur
• Confirmer la combinaison poinçonnage et matrice avant de programmer
• Choisir le mode de programmation préféré en fonction du type de tâche
• Define bend lengths, angles, and sequence clearly
• Réviser les positions de la jauge arrière avant le premier virage de test
This sequence helps operators avoid one of the most common problems in press brake work: correcting a program that was inaccurate because the setup data was incomplete from the beginning.
For clients, this translates into practical value. A better setup process means less scrap, fewer trial bends, and more stable production across shifts. That is why JS RAGOS does not treat controller selection as an isolated feature. We treat it as part of the full usability of the press brake.
Le séquençage et les corrections de courbure sont là où la véritable efficacité apparaît
Programming a part is only the first stage. Real shop-floor efficiency appears when the operator can fine-tune results without rebuilding the whole program.
The CybTouch user manual and product materials show that the system supports bend sequencing, backgauge adjustment, and correction logic within the programming workflow. The controller also supports operator guidance through the touch interface and online help functions.
In practice, this matters because bending rarely stays perfect on the first try. Material variation, springback, and positioning all influence the result. The correction process therefore becomes part of normal production, not a sign of operator error.
Key correction areas include:
• Angle correction on the Y axis, which helps refine bend accuracy
• Crowning correction, which supports angle consistency across the bending length
• Backgauge X and R axis correction, which improves flange positioning
• Semi-automatic operation, which allows repeat adjustment until the result is acceptable
For clients, these are not just technical features. They are production safeguards. They help reduce wasted material and improve first-part approval rates, especially when switching between materials or handling more demanding geometries.

Next-Part Logic, Offline Transfer, And Daily Production Benefits
Another useful concept in the provided material is the Next-Part function, which allows one program to call the next automatically. This is particularly valuable when a finished assembly requires several related parts or when production needs a continuous sequence across multiple simple programs.
The CybTouch manual also describes program management and file transfer functions, including storage, loading, and conversion tools for compatible workflows. These capabilities matter because modern fabrication increasingly depends on repeatability, not just one-time programming.
From a client perspective, the benefits are practical:
• Meilleure continuité dans la production en lots
• Réutilisation plus facile des programmes de pièces éprouvées
• Organisation plus simple des emplois récurrents
• Réduction de la dépendance à la saisie répétée des mêmes données
At JS RAGOS, we recommend this type of controller solution for manufacturers that want a press brake to be both productive and approachable. The best control system is not the one with the longest feature list. It is the one that helps operators move from drawing to finished bend with fewer delays and fewer avoidable mistakes.
Pourquoi JS RAGOS recommande un état d’esprit de programmation pratique

The Cybelec CT12 Press Brake is not only about touchscreen convenience. It is about giving operators a clear programming path, giving supervisors more repeatable output, and giving buyers a machine that supports real production needs.
For companies entering CNC bending for the first time, this controller offers an accessible way to build programming confidence. For experienced users, it offers enough flexibility to keep daily work efficient. Cybelec's official product information highlights the controller's 2D touchscreen environment and synchronized press brake focus, which aligns well with the needs of many standard fabrication applications.
If your team is evaluating a new press brake or looking for a machine that makes programming more manageable, JS RAGOS can help you match the right machine configuration with the right control strategy. Explore our related controller resources and speak with our team to discuss a press brake solution built around your production goals, operator skill level, and part requirements.