








Frein à pression CNC en gros | Guide de maintenance et d’exploitation: Conseils de pro
Les programmes CNC Pressbrake Wholesale réussissent lorsque la qualité de production est constante, La consommation d’énergie est responsable, et la sécurité est intégrée à chaque cycle- principes que JS RAGOS intègre dans chaque système.

Priorités de maintenance et d’exploitation pour la vente en gros de freins à pression CNC
Dans les environnements de gros et sous contrat, Le frein à pression définit souvent le débit. L’efficacité globale de l’équipement dépend de processus stables: Le rendement au premier passage doit être élevé, Temps de cycle prévisible, et le coût énergétique par découdissement sous contrôle. L’entretien réactif et le fonctionnement ponctuel érodent les marges en provoquant une dérive d’angle, retravailler, et des arrêts imprévus. Une approche disciplinée transforme le même équipement en un centre de travail fiable qui respecte les services entre les équipes et les matériaux.
JS RAGOS traite la maintenance et l’exploitation comme une boucle fermée. La stabilité hydraulique et la température contrôlée protègent les composants et préservent la répétabilité. L’intégrité des outils et la vérification des angles éliminent l’incertitude dans la première partie et réduisent les recourbes ultérieures dans la course. L’automatisation ajuste la variabilité de la gestion et raccourcit les changements de vitesse. Cette vision système répond aux exigences des acheteurs en gros de freins à pression CNC qui recherchent une répétabilité à long terme, traçabilité, et un fonctionnement sûr sans ajouter de main-d’œuvre.
Trois pressions persistantes dominent les opérations de flexion modernes. L’énergie est gaspillée lorsque les systèmes hydrauliques conventionnels puisent de l’énergie au ralenti et chauffent l’environnement de l’atelier. La consistance de l’angle varie selon l’alliage, épaisseur, et grain, rendre le retour à ressort imprévisible. La configuration et le changement de service consomment un temps précieux lorsque les opérateurs jonglent avec des échanges d’outils, Alimentation manuelle, et étapes de vérification. Traiter ces problèmes au niveau de la plateforme- Entraînement, Mesure, Flexibilité des outillages, alimentation, et protection- crée un processus plus facile à maintenir et plus rapide à exécuter, day after day.
Conseils professionnels de JS RAGOS: Gardez la précision élevée et les temps d’arrêt bas
Un ensemble concis de pratiques aide à maintenir la précision, Prolonger la durée de vie, et stabiliser l’OEE sans ralentir la production. Utilisez les mesures suivantes pour établir une routine de bonnes pratiques.
• Maintenir les fluides et moteurs à portée: La chaleur et la contamination réduisent la durée de vie hydraulique. Le refroidissement industriel maintient la température de l’huile et des servos stables, maintien d’un contrôle précis de l’axe sous des cycles de travail élevés.
• Outils de vérification; Points de contact propres: Inspecter l’usure, meules, ou des dommages; Plateau d’essuyage et jauge arrière. Des interfaces propres réduisent le marquage et améliorent la répétabilité des angles.
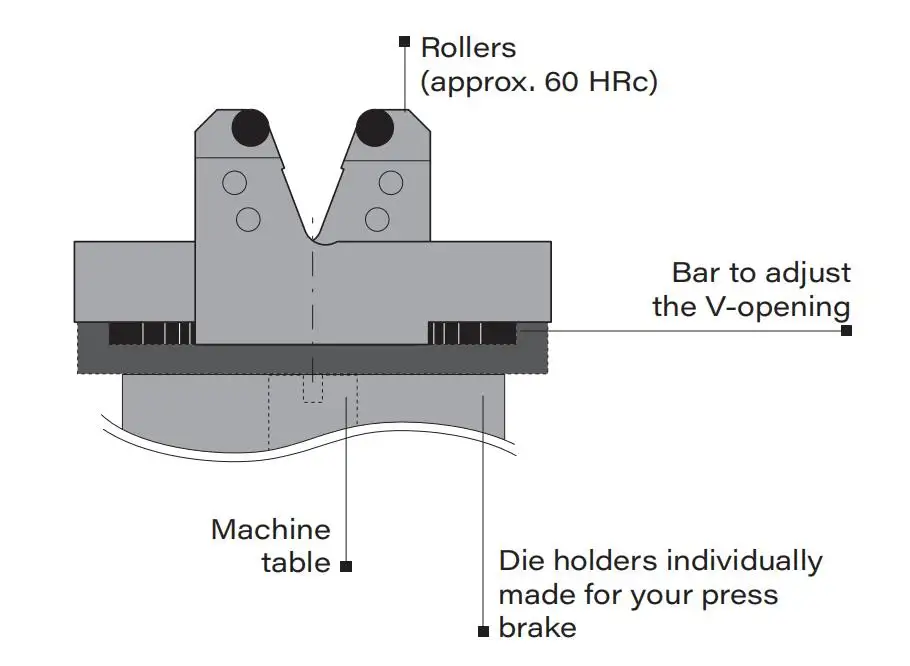
• Dimensionner correctement l’ouverture en V: Le V droit réduit le tonnage et améliore la qualité des tranchants. Les dies Vario supportent plusieurs réglages en V le long du plateau pour un changement rapide.
• La Couronne avant le premier article: Appliquez un couronnement pour contrer la déviation afin que les pièces gardent un angle constant, Réduction des courbes d’essai.
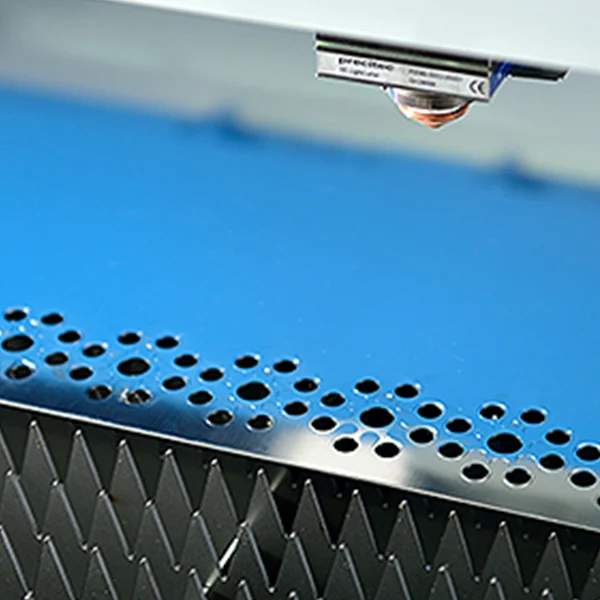
• Mesurer la première courbure, Alors correct.: Le Laser Check projette un faisceau sur la feuille; Une caméra calcule l’angle réel et compense automatiquement le rebond. Une précision supérieure à ±0,1° est atteinte après une seule courbe, Retravail de la coupe.
• Automatiser l’alimentation pour l’alignement: L’alimentation CNC sur plaques maintient les feuilles alignées au fond de la jauge et lisse-ce le temps de cycle. Les systèmes de convoyeurs ou de rouleaux s’intègrent à Delem, CELA, Cybelec, ou des contrôleurs STEP pour une stabilité à haut volume.
• Garde dynamique: Le rideau lumineux laser DSP suit le coup de poing, Formant une zone de protection mobile; les brèches arrêtent le mouvement sur place - Protection sans perte de productivité.
• D’abord numérique: Utilisez une programmation CNC 2D/3D soutenue par une simulation 3D complète pour valider l’ordre de flexion, Mouvements de rétrogradation, et les chemins d’interférence. Cela protège les outillages et réduit le temps de montage des pièces en plusieurs étapes.

Une courte liste quotidienne renforce le contrôle:
• Lubrifier selon les spécifications; Éclats et poussière transparents sur les guides et les écailles.
• Vérifier le mouvement de l’encadrement et les points zéro avant le premier chantier.
• Effectuer un contrôle d’angle de première pièce par famille de pièces.
• Enquêter rapidement sur les alarmes; Ne jamais contourner les verrouillages de sécurité.
La plateforme JS RAGOS: Transformer les bonnes pratiques en travail standard
JS RAGOS intègre des systèmes hydrauliques économes en énergie, Mesure d’angle en temps réel, Coins réglables, Alimentation CNC, Refroidissement industriel, et la protection optique pour transformer de bonnes intentions en résultats cohérents. Le résultat pour les acheteurs de freins à presse CNC en gros est une plateforme plus simple à entretenir et plus facile à exploiter à grande échelle.
Stabilité énergétique et thermique
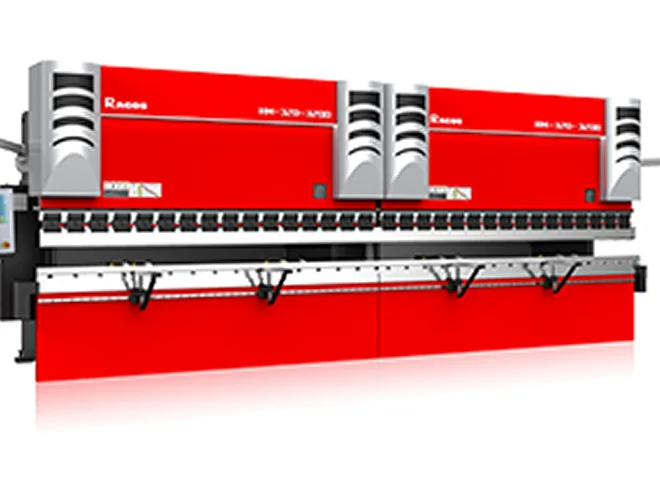
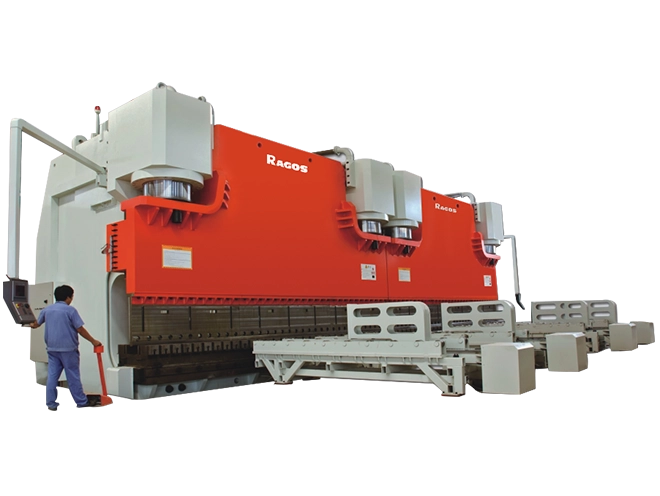
Le DSVP (Pompe à double servo) Le système est conçu pour des freins lourds et des pièces volumineuses. Par rapport aux groupes motopropulseurs hydrauliques conventionnels, DSVP livre ~60 - 70% Économies d’énergie associées à une réponse rapide, faible bruit, et pression stable. Le contrôle à double servo réduit les pertes au ralenti, Garde la chaleur sous contrôle, et réduit les contraintes mécaniques. Moins de composants hydrauliques se traduisent par des taux de défaillance plus faibles et un entretien plus facile. En stabilisant la température de l’huile hydraulique et des servomoteurs, Notre unité de refroidissement industrielle assure le retour en arrière-plan, Prévenir la fatigue des joints et des soupapes et maintenir la précision sur de longues périodes et des vagues de chaleur. Le mélange d’économies d’énergie et de discipline thermique réduit le coût par courbe et prolonge la longévité de la machine.
Précision et répétabilité
La répétabilité commence par la mesure et la compensation au point de flexion. Le système Laser Check- développé avec Data-M et Vision Components- projette un laser sur la feuille tandis qu’une caméra détermine l’angle obtenu. Le contrôle compense le rebond et optimise la force, obtenir une précision dépassant ±0,1° après un seul coup, indépendamment des variations courantes de grade ou d’épaisseur. Introduction d’un carrossage vertical réglable dans le plateau, La table de couronnement contrebalance la déflexion pour obtenir des angles constants sur des courbes prolongées. Le retour mesuré plus la compensation géométrique réduit les cycles d’essayage-ajustement, Outillages de sauvegarde, et compresse la variabilité des SPC entre lots. Ce niveau de contrôle prend en charge les exigences de frénage à presse CNC pour le multi-sites, Régularité multi-shifts.

Automatisation, Changement, et sécurité des opérateurs
Le débit et la qualité s’améliorent lorsque la manipulation des matériaux et le contrôle des risques sont intégrés au système. Le dispositif d’alimentation à plaques CNC positionne automatiquement les feuilles dans la zone de flexion via un convoyeur ou des rouleaux, réduire la manipulation manuelle et aligner chaque équerre de pièce au fond de la jauge. L’alimentateur se connecte aux commandes de tête- En partie, CELA, Cybelec, PAS- pour l’écoulement synchronisé dans les opérations à grand volume.
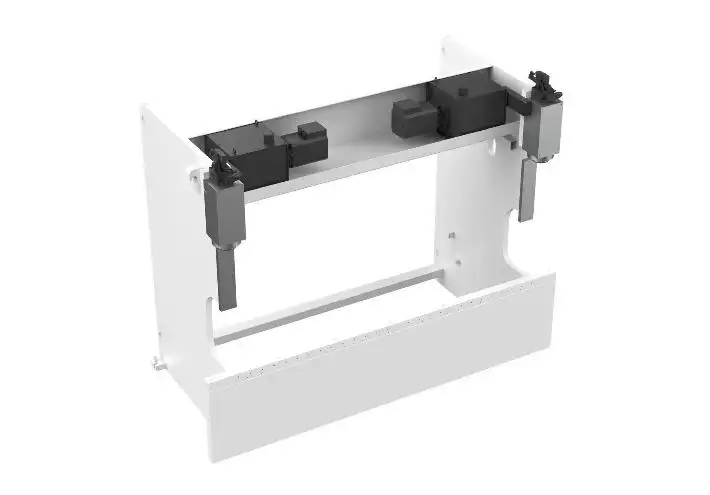
Pour une production flexible, le système de puces réglables Vario est segmenté dans 1000 Modules mm et gammes de 1 m jusqu’à 12 Lits m. Chaque segment peut être réglé sur une ouverture en V différente à l’aide d’un système d’engrenages pneumatiques en 6 bar, positionné par échelle ou signal CNC. Le passage du V minimum au V maximal prend environ cinq secondes, avec une position confirmant le signal acoustique. Les rouleaux durcis à l’intérieur de la matrice réduisent la force de flexion de 25- 30%, Diminution de la demande en tonnage, Contrainte de la machine, et consommation d’énergie- particulièrement précieux sur les files d’attente de pièces mixtes et les matériaux plus fins.
La sécurité de l’opérateur est assurée par un rideau laser DSP qui crée une zone de protection sous l’outil supérieur. Si des doigts ou un objet entre dans cette zone de mouvement, Le système arrête immédiatement le mouvement. Le résultat est un lieu de travail plus sûr qui ne ralentit pas la production ni ne compromet la visibilité de l’installation.
Outils et personnalisation des contrôles
L’architecture de contrôle et la qualité des outils définissent la vitesse d’installation et la fidélité du pliage. JS RAGOS propose des configurations de contrôle CNC personnalisables allant de 4 à 6 axes et 8 axes pour correspondre à votre profil de production- Œuvres à succès, Séquences complexes à plusieurs étapes, ou des cellules entièrement automatisées. Une programmation 2D et 3D avancée avec simulation 3D complète raccourcit la mise en service, empêche les collisions, et standardise les meilleures pratiques entre les opérateurs.
Les outillages sont fabriqués en acier allié premium 42CrMo et traités thermiquement avec précision pour garantir leur durabilité et leur stabilité dimensionnelle. Les services de segmentation produisent des durées gérables qui accélèrent l’installation et le passage. Préserver la compatibilité et simplifier l’inventaire, nous développons des outils pour interfacer avec Wila, Amada, et d’autres systèmes majeurs. Dans un contexte de gros de freins à pression CNC, cette approche réduit la complexité des SKU, soutient la formation en uniforme, et maintient la qualité de pliage entre les installations.
Votre prochaine étape
Si votre feuille de route exige moins d’énergie par pièce, Moins de recourbes, Cellules de travail plus sûres, et des changements de vitesse, JS RAGOS peut vous aider à atteindre ces objectifs avec des gains mesurables. Notre plateforme permet d’économiser jusqu’à 70% énergie, maintient une précision de flexion de ±0,1°, intègre la protection laser DSP et la mesure Laser Check, Supporte l’alimentation CNC des plaques, et ajoute de la flexibilité avec des puces ajustables Vario, Refroidissement industriel, Couronnement, Contrôles personnalisables, and durable 42CrMo tooling. Engagez JS RAGOS pour une révision de candidature, Démonstration en direct, ou devis personnalisés. Nous allons cartographier votre mix de pièces, Temps de cycle, et un modèle de recrutement vers une configuration évolutive qui améliore le débit et la qualité- construite selon les normes du frein à presse CNC en gros.