








Guide pour débutants: Frein à pression CNC pour la fabrication de métaux
Un frein à pression CNC plie la tôle avec une précision stable. La CNC aligne les jauges de reculement et les outils. Le mouvement de la mise à la puce crée chaque angle. Ce guide présente la sélection des outils, un ordre de courbe clair, et des contrôles qualité fiables. Il traite des problèmes typiques de l’atelier et comment les éviter. Vous verrez comment une sélection soigneuse des poinçons et des dés réduit les interférences, Contrôle le redémarrage, et protège les finitions tout en augmentant le débit.

Fondamentaux de l’outillage pour frein à pression CNC pour la fabrication de métaux
JS RAGOS recommande de commencer par la discipline des outils. Le bon poinçonner et le dé empêchent les collisions, Réduction du marquage, et stabiliser les angles. Les équipes débutantes devraient comprendre la construction des coups de poing, Géométrie de la pointe, et sélection des rainures en V avant la production.
- Choix de poing pour débutants
Les poinçons intégrés assurent une grande stabilité et un réglage rapide. Les longueurs intégrales communes sont 415 mm et 835 mm. Les poinçons fendus ajoutent de la flexibilité pour les brides courtes et les pièces complexes. Les segments scindés typiques incluent 10, 15, 20, 40, 50, 100 (Corne gauche), 100 (Cor droit), 200, et 300 mm. Vous pouvez combiner des segments pour correspondre à la longueur de courbure et éviter les espaces.
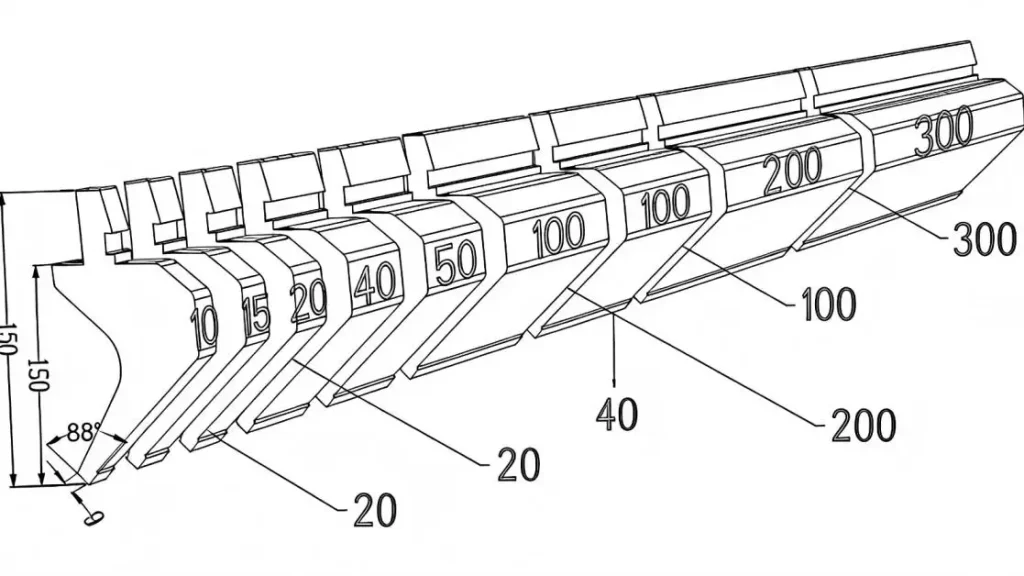
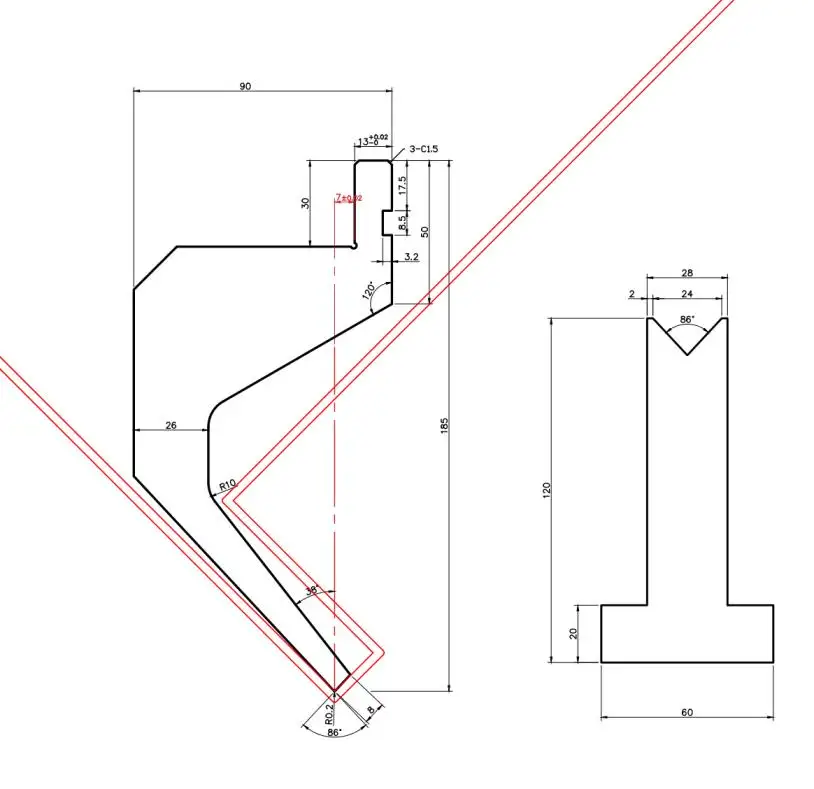
Les types de poinçons couvrent droit, pliage, Arc, et des profils spéciaux. Une poinçonne droite avec une pointe de 88° et un rayon R0.2 offre des ouvertures serrées et des brides nettes. Il convient aux pièces symétriques et aux largeurs d’ouverture réduites. Poinçons à petit angle, par exemple des pointes de 30° ou 45° avec un rayon d’extrémité autour de R0,67, Laisser un espace libre autour des trous, Studs, et les patrons. Ils aident également à l’insertion profonde et à réduire le risque de collision lorsque la bride est courte.
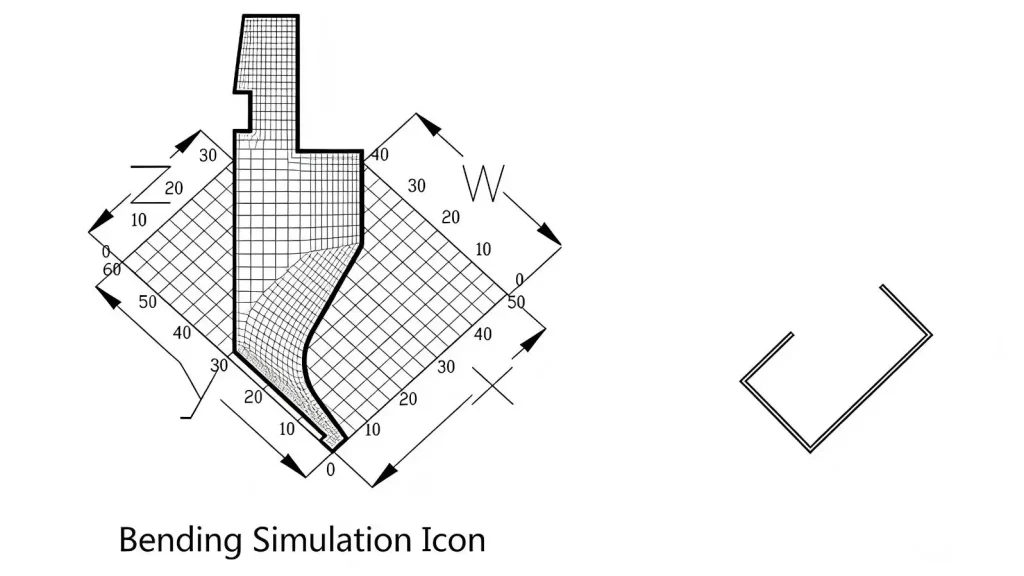
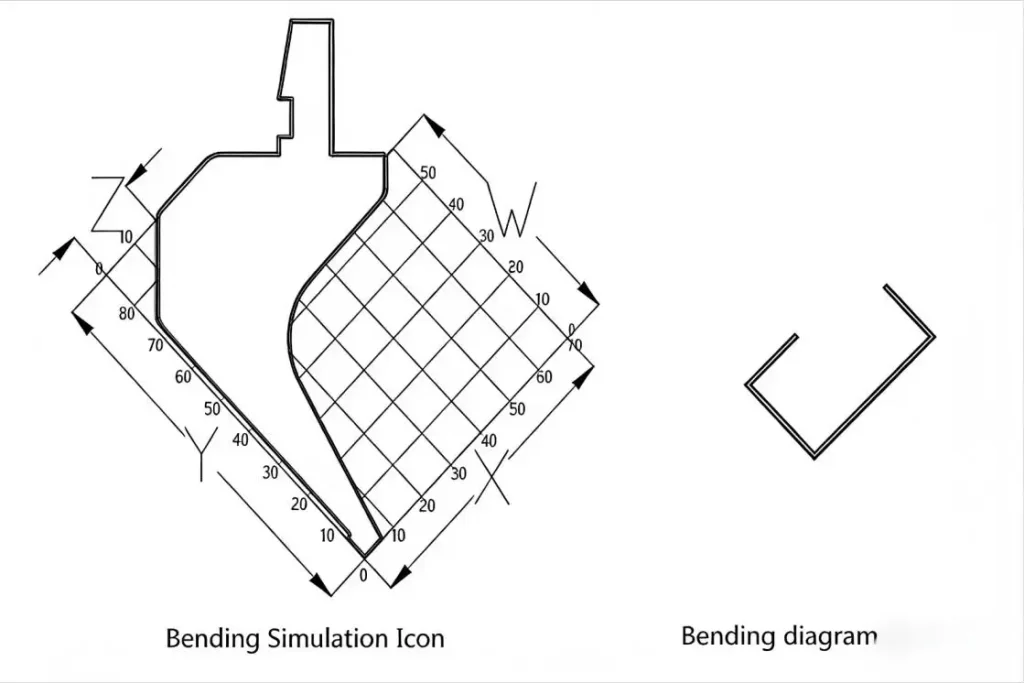
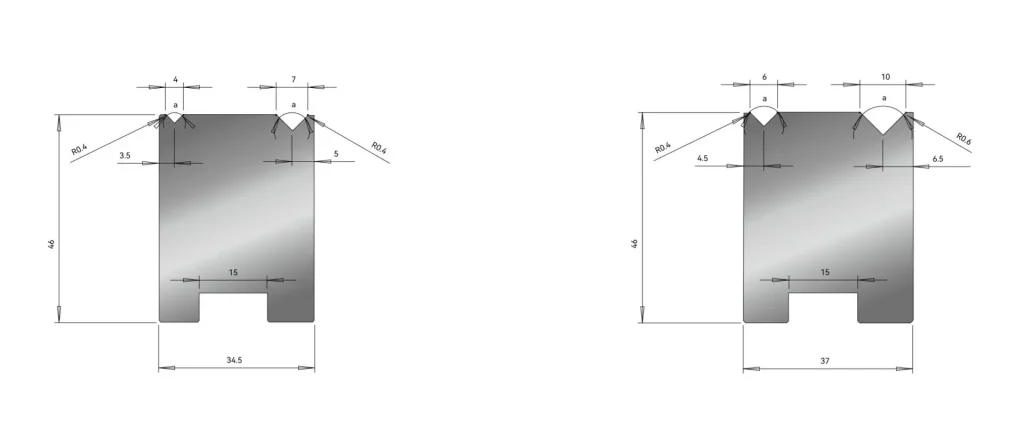
Les couteaux pliés permettent de gérer le dégagement dans la direction W. Pour le petit couteau à courber, l’évitement est fiable jusqu’à X > 15 mm, et les conditions de flexion sont satisfaites lorsque Y > 30 mm. Pour le grand couteau de courbe, l’évitement se dégrade lorsque X > 25 mm, et les conditions de flexion sont satisfaites lorsque Y > 75 mm. Ces seuils aident les planificateurs à choisir le bon couteau pour éviter de heurter l’outil en arrière lors du coup.
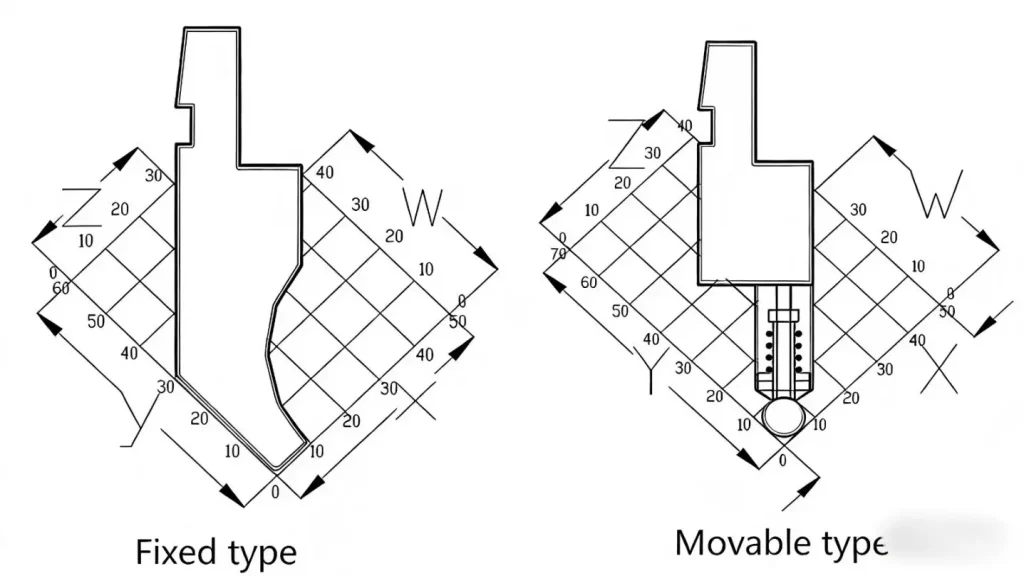
Couteaux à arc, fixe ou mobile, Permettre une formation d’arc cohérente avec une barre ronde de remplacement. Une règle pratique pour le choix des rainures en V dans les travaux à arc est le diamètre de la barre ronde plus deux fois l’épaisseur de la plaque. Cette association stabilise le contact et la propagation, minimisation des marques et des zones plates à la tangente.
Les poinçons spéciaux incluent des options de décalage et d’ourlet. Les poinçons décalés sont disponibles en longueurs intégrales telles que 415 mm et 835 mm. Ils forment des formes dessinées spécifiées, mais des matériaux épais autour de T = 2.0 peut montrer une indentation plus forte due à la concentration de la force. Les poinçons à ourlet aplatissent le bord après une pré-courbure. Quand une matrice dédiée à ourlet n’est pas disponible, Une matrice de flexion courante peut être utilisée, mais il faut éviter la rainure en V pour éviter les lignes d’empreinte.

- Bases de la matrice et des rainures en V
Choisir la bonne matrice détermine le tonnage, Contrôle du rebond, et qualité du rayon intérieur. Pour frein à pression CNC pour la fabrication de métaux, sélectionner les rainures en V par épaisseur, Résistance des matériaux, et le rayon nécessaire. Les ouvertures en V de référence sont 4V, 6V, 7V, 8V, 10V, 12V, 16V, et 25V. Les coins sont généralement les 26 mm ou 46 mm de haut, Affectation de la lumière du jour, Dégagement, et la portée de l’écartement arrière. Insérez des puces profondes avec 4V, 6V, 8V, et 12 Les rainures permettent des angles aigus de 30° à 180° tout en préservant la qualité de la surface.
• Utiliser des poinçons à corps unique pour la précision. 415 mm et 835 Dispositifs généraux de recouvrement mm.
• Choisir des sections segmentées (10 - 300 mm) pour des brides serrées et des caractéristiques variées.
• Ouverture en V à crochet dans le 4V - 25La bande V à l’équilibre de la force et du rayon.
• Choisir 26 mm ou 46 Hauteur de la puce en mm pour s’adapter à la lumière du jour de la machine et au jeu des pièces.
• Pour les arcs, Sécuriser la rainure en V à partir du diamètre de la barre ronde + 2T pour contact doux.
Flux de travail pratique et points de douleur dans un frein à pompe CNC pour la fabrication de métal
De nombreux défauts lors de la première exécution proviennent d’erreurs de séquence, mauvais alignement de l’écartement arrière, ou outillages inadaptés. JS RAGOS forme les équipes à valider chaque étape avant la production complète. L’objectif est simple: éliminer les interférences, Angles de stabilisation, et minimiser la dérive cumulative de tolérance.
- Bases de la configuration du L-Bend
La L-flexion est l’opération la plus courante et pose les bases des suites Z et N. Positionnez-vous avec deux doigts de fond et gardez la dimension de courbure sur la même ligne centrale. Pour les petites brides, Le traitement par position inversée est souvent plus stable. Les angles aigus nécessitent une puce profonde à insert et une poinçonne aiguë pour un pli propre; 88Les poinçons à pointe de ° ou 30° aident à réduire les collisions autour des trous ou des écrous.
• Aligner avec un fourgon arrière à deux points; Évitez le skew pendant le coup.
• Vérifier les interférences entre la perforatrice et le calibre arrière pour les très petites tailles.
• Si un trou est proche de la ligne de courbure ou si la taille du bord est inférieure à la moitié d’une rainure en V, attendez-vous à de la traction; Ajustez la méthode ou prépressez la ligne avec une coupe à 88°.
• Lorsque de petits emplacements en V provoquent une expansion, première courbure à un grand angle avec le petit V, puis finis avec une matrice normale pour stabiliser la taille.
- Séquençage Z-Bend simplifié
Une courbure en Z forme une bride inverse après une courbure en L. Terminez le virage en L à 89,5°- 90° pour contrôler le rebond. Pour le deuxième coup, La pièce et la matrice doivent être à plat pour éviter la torsion. Planifiez la séquence pour minimiser les interférences de la plateforme. Si des interférences surviennent, Plier 1 à un angle plus grand en premier, puis forme la flexion 2, et enfin pressuriser la courbure 1 pour cibler. Cette séquence protège les surfaces et maintient la ligne de jauge.
• Créer initialement la courbure en L; Poursuivez ensuite la contre-courbe.
• Valider la dégagement des plateformes; si le plateau/le fond de jauge gêne, Séquence.
• Pour les courbes en Z aiguës, Première atteinte de 90°, puis profondeur de position 2, puis la profondeur 1.
- Gestion des Arc Bends
La formation à arc peut utiliser une puce à 90° ou une barre ronde dédiée avec un couteau à arc. Certaines pièces n’atteindront pas la géométrie finale avec une puce à 90° seule; Une poussée manuelle ou une puce à 88° peut aider à amener l’arc en tolérance. Utilisez un dispositif de détection pour vérifier l’arc corde et vous assurer que la ligne visuelle correspond à l’impression. Pour des arcs à 90°, une règle de sélection simple est V = 2(R + T), qui équilibre le rayon et l’épaisseur du matériau.
Au-delà de la séquence, Marquage de surface et dérive d’angle accumulée pour débutants face face. Feuilles épaisses autour de T = 2.0 Elles ont tendance à montrer une indentation plus marquée. Utilisation de films de protection, Rayons de puce plus souples, ou des rainures en V plus larges pour réduire les marques. Évitez les centres d’outillage mixtes; Confirmez que les points de pointe sont situés sur une seule ligne pour garantir la cohérence de l’angle entre les stations.
Contrôle qualité, Entretien, et support JS RAGOS
Frein à pression CNC pour la fabrication de métaux exige des mesures constantes et des machines stables. JS RAGOS recommande une inspection en premier article pour chaque nouvelle installation, ainsi que des contrôles quotidiens de jauge et des calibrations programmées. Choisir les machines par largeur de flexion, Longueur, Pression requise, Stations disponibles, et des besoins d’évitement. Une bonne mise en page réduit les retouches et les ferrailles.
• Valider la taille des vides à chaque étape du processus pour éviter que les erreurs ne s’empilent.
• Re-zéro les rétrojauges; Vérifier la répétabilité et la stabilité avant le lancement.
• Sélectionner un frein à pression par largeur, Longueur maximale, tonnage, et la garde à jour pour éviter l’outil/pièce.
• Effectuer l’inspection du premier article et surveiller les angles pendant le lot.
• Simplifier la mise en page: courbe de l’intérieur vers l’extérieur, Petit à grand, et de général à complexe.
Une méthode prudente, associé à un outillage correct, Transforme le débit et la qualité. Si votre équipe débute dans le domaine du frein à pression CNC pour la fabrication de métaux, JS RAGOS peut aider. Nos ingénieurs applicatifs assurent des formations sur site, Simulations de courbure, et audits d’outillages. Nous adaptons le punch- La mise en place, valider le séquençage de la courbure, et protéger la qualité de finition sur vos constructions réelles en atelier.
Appel à l’action: Collaborer avec JS RAGOS pour programmer une démo live, Demandez des échantillons de flexions avec vos matériaux, ou réservez une critique d’outillage. Nous allons présenter un plan de rampe clair, Itérations limites, et accélérer les résultats du premier coup.