








Aerospace Grade Press Brake: Specs, Materials, and Selection Guide for Precision Forming
Tous les freins à pression ne sont pas qualifiés deFrein à pression de qualité aérospatiale. The aerospace industry demands bending accuracy within ±0.01 mm, repeatable results on titanium and high-strength aluminum alloys, and machine configurations that support full production traceability. A general-purpose CNC press brake — even a well-specified one — often falls short of those requirements without the right drive system, controller, tooling, and calibration standard.
This guide breaks down what aerospace grade actually means in machine terms, what specs to look for, and how to select the right press brake for precision aerospace forming work.
What Makes a Press Brake "Aerospace Grade"?

Le termeFrein à pression de qualité aérospatiale refers to a machine that meets the accuracy, repeatability, and traceability requirements of aerospace manufacturing standards. It is not a marketing label — it is a specific capability threshold.
For a press brake to qualify as aerospace grade, it must deliver:
- Précision de positionnement de ±0,005 mm à ±0,01 mm on the Y-axis (ram) and back gauge
- Répétabilité de la courbure angulaire de ±0,1° ou plus serrée Sur des séries complètes de production
- Mesure d’angle en temps réel ou correction active — pas seulement des paramètres prédéfinis
- Capacité complète de journalisation des données pour la traçabilité vers des enregistrements de courbure individuels
- Stabilité mécanique à travers la variation de température et les cycles de production prolongés
In practice, this means servo-electric or premium servo-hydraulic drive systems, linear encoders rather than rotary encoders, advanced CNC controllers with angle feedback, and rigid machine frames that don't flex under load.
Standard CNC press brakes target ±0.1 mm positioning and ±0.5° angular tolerance. Aerospace work requires five to ten times tighter than that — and every specification decision on the machine has to support it.
Aerospace Materials: What Your Press Brake Has to Handle
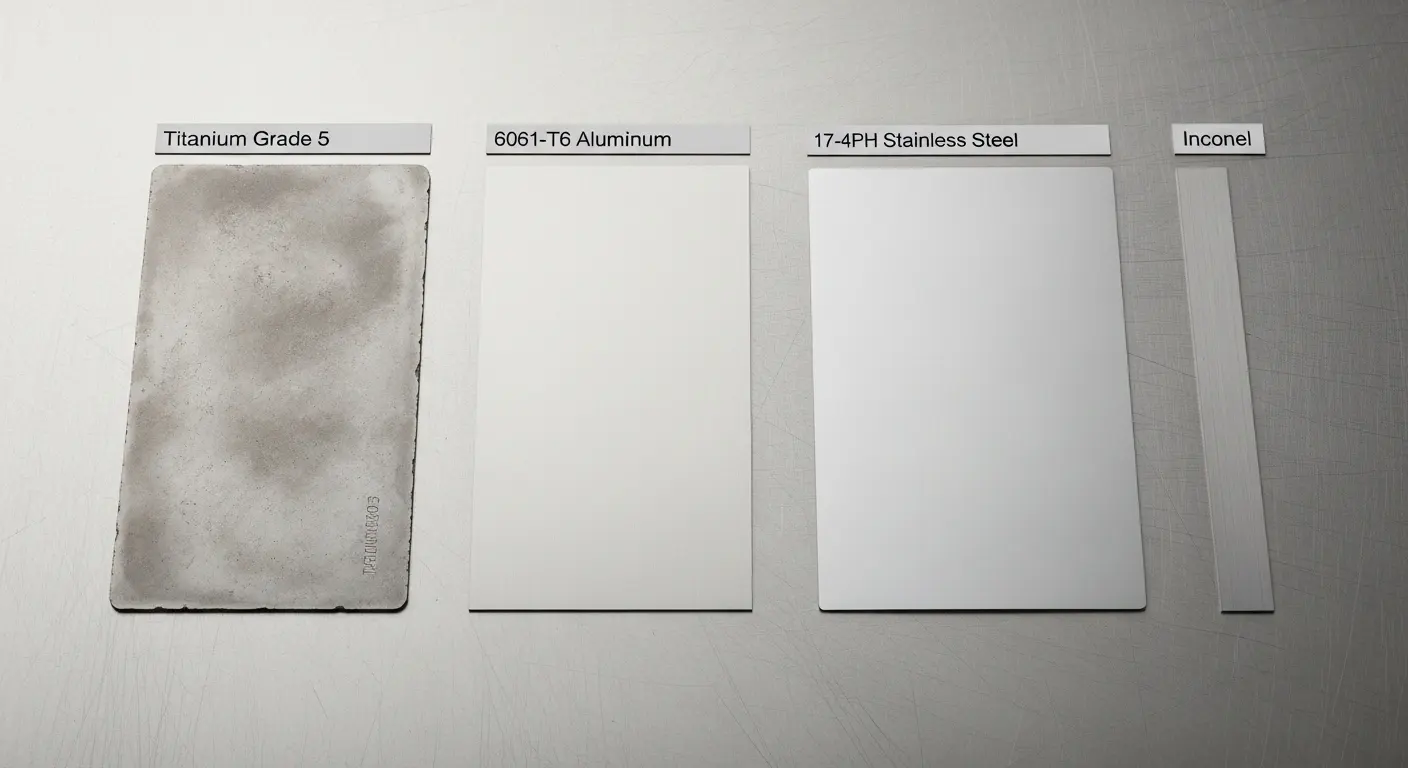
Aerospace fabrication uses material grades that push press brakes far harder than standard steel work. An Frein à pression de qualité aérospatiale must be configured to handle each of these correctly.
Titanium (Grade 2, Grade 5 Ti-6Al-4V) — Titanium is the hardest material to bend consistently in aerospace work. It has high strength-to-weight ratio, significant spring-back (typically 3–5° per 90° bend), and a narrow ductility window. Bending too fast causes cracking. Bending without spring-back compensation produces out-of-tolerance flanges. Minimum bend radius is typically 2–3× material thickness for Grade 5.
Aluminum Alloys (6061-T6, 7075, 2024) — Aerospace-grade aluminum spring-back ranges from 1° to 2° per 90° bend on 6061-T6. Higher-strength alloys like 7075 and 2024 are less forgiving. Surface finish matters — anodized and clad surfaces mark easily with incorrect tooling radius or excessive clamping pressure.
Alliages d’inconel et de nickel — Used for engine components and thermal structures. These materials require significantly higher tonnage than their thickness would suggest, and they work-harden rapidly during forming. Tool wear is aggressive.
Stainless Steel (17-4PH, 15-5PH) — Precipitation-hardened stainless grades used in aerospace structures require precise overbend correction — 2–3° compensation per 90° bend in most cases.
Comprendre votre matériau principal détermine chaque décision de spécification pour votreFrein à pression de qualité aérospatiale — from tonnage selection to controller requirements to tooling investment.
Normes de tolérance pour le travail sur freins à pression de qualité aérospatiale
Aerospace tolerances are not just tighter — they are fundamentally different from general fabrication standards.
For standard CNC press brake work, the industry norm is:
- Linear positioning: ±0.1–0.2 mm
- Angular tolerance: ±0.5°
- Back gauge accuracy: ±0.15 mm
Pour unFrein à pression de qualité aérospatiale, the required standards are:
- Linear positioning: ±0.01–0.05 mm
- Angular tolerance: ±0.1° to ±0.3°
- Back gauge accuracy: ±0.01 mm
- Repeatability across 500+ cycles: no drift from set parameters
What makes this challenging is that these tolerances must be maintained across full production runs — not just on the first bend of a freshly calibrated machine. Temperature variation, tool wear, hydraulic fluid viscosity changes, and frame deflection under load all introduce drift over time. An Frein à pression de qualité aérospatiale manages all of these through active compensation, not just careful setup.
Pour les ateliers qui exploitent unFrein à pression CNC à angle variable with real-time sensor correction, these tolerance bands are achievable — but only when the machine's base specifications are at the aerospace accuracy tier from the start.
Caractéristiques clés pour un frein à pression de qualité aérospatiale
When evaluating machines, these are the specifications that separate aerospace-capable configurations from standard CNC press brakes.
Système de propulsion — Servo-electric is the top choice for aerospace accuracy. No hydraulic fluid means no viscosity variation with temperature, faster response times, and positioning repeatability at ±0.005 mm. A 40-ton electric press brake is a practical entry point for smaller aerospace components and prototype work.
Type d’encodeur — Linear glass-scale encoders on the Y-axis are mandatory for aerospace accuracy. Rotary encoders on the motor shaft introduce mechanical play. Linear encoders measure actual ram position directly, not inferred position through the drive train.
Nombre d’axes — Aerospace parts often feature multiple flanges, complex geometries, and close-tolerance features that require the back gauge to reposition precisely mid-sequence. A 6-axis configuration (Y1, Y2, X, R, Z1, Z2) is the standard for aerospace-grade multi-bend work. For parts with crowning-sensitive long bend lines, a V-axis (active crowning) is also required.
Contrôleur CNC — The controller must support spring-back compensation databases per material grade, real-time angle measurement integration, and production data logging. Controllers like the Delem DA69S and DA69T meet these requirements.
Rigidité du châssis — Aerospace accuracy demands a frame that doesn't flex under load. Stress-relieved, CNC-machined frames with closed C-frame or O-frame construction maintain parallelism between ram and bed under full tonnage.
UnFrein à pression avec entraînement par servomoteur combines the positioning accuracy and energy characteristics aerospace work requires, without the fluid management complexity of full hydraulic systems.
Servo-Electric vs Servo-Hydraulic: Which Is Better for Aerospace?
Both drive systems can reach aerospace accuracy levels. The difference lies in how they get there and what they cost to maintain.
| Spécification | Servo-électrique | Servo-hydraulique |
|---|---|---|
| Précision du positionnement | ±0,005 mm | ±0,01–0,02 mm |
| Stabilité de la température | Excellent — pas de changement de viscosité du fluide | Bien — avec une mécanique hydraulique à température contrôlée |
| Temps de réponse | Très rapide | Fast (servo valve dependent) |
| Plage de tonnage | Meilleur jusqu’à ~200T | Meilleur au-dessus de 150T pour des travaux lourds |
| Entretien | Faible — pas de liquide hydraulique | Moderate — fluid, seals, filters |
| Consommation d’énergie | Lower — le moteur ne fonctionne qu’à la demande | Plus haut — la pompe fonctionne en continu |
| Meilleure application | Precision aerospace components, thin material | Structural aerospace parts, high tonnage forming |
For most aerospace sheet metal work — brackets, ribs, skins, and enclosures in the 0.5 mm to 6 mm range — servo-electric is the clear choice. The absence of hydraulic fluid variation means the machine performs identically on the first bend of the shift and the last.
For heavier structural aerospace components where tonnage exceeds 200T, a premium servo-hydraulic system with temperature-controlled fluid and proportional servo valves can meet aerospace accuracy requirements, at lower capital cost for high-tonnage capacity.
Outillages pour la courbure de freins à pression de qualité aérospatiale
The machine alone doesn't deliver aerospace accuracy. Tooling is equally critical on an Frein à pression de qualité aérospatiale.
Rayon de poinçon pour le titane — Titanium requires a larger punch nose radius than steel of equivalent thickness. A rule of thumb is minimum 3× material thickness for Ti-6Al-4V. Sharp radii initiate cracking at the bend line in titanium, even when the machine's bending speed is correctly controlled.
Dureté de surface de l’outil — Aerospace tooling typically uses precision-ground tool steel with surface hardness of 58–62 HRC. Softer tooling wears faster under titanium and high-strength steel, and surface degradation introduces angle variation over production runs.
Consistance de la hauteur de l’outil — For aerospace accuracy, all tools in a multi-station setup must match height within ±0.01 mm. Wila-style precision clamping with self-seating tool sockets is standard in aerospace-grade configurations.
Contrôle de dégagement pour surfaces revêtues et anodisées — Many aerospace aluminum parts have protective coatings. Standard V-dies with sharp shoulder radii scratch coated surfaces. Polyurethane die inserts or polished radii protect surface integrity during forming.
Un bon outillage combiné à unFrein à pression de qualité aérospatiale sustains accuracy across long production runs — not just on initial setup. The Cisaillement métallique hydraulique robustepour un blanking de précision et unmachine robotisée à soudage MIG/TIG for downstream assembly complete the full precision fabrication workflow that aerospace supply chains require.
Quality, Traceability, and Compliance in Aerospace Bending
Aerospace customers don't just buy parts — they audit the process that produces them. An Frein à pression de qualité aérospatiale needs to support your shop's quality management system, not just make accurate bends.
AS9100 Rev D — The quality management standard for aerospace manufacturers. Your press brake's CNC controller must be able to log bend parameters (force, Y-axis position, back gauge position, date/time, operator ID) per production run. Some customers require per-part traceability on serialized components.
Accréditation NADCAP — Shops supplying to major aerospace OEMs often need NADCAP certification for special processes including sheet metal forming. This requires documented process controls, machine calibration records, and material certifications tied to each production lot.
Calibration et certification de la machine— AnFrein à pression de qualité aérospatiale must be calibrated at regular intervals using traceable standards. Most aerospace supply contracts specify calibration frequency (typically every 6–12 months) and require calibration records to be available on request.
First Article Inspection (FAI) — Aerospace buyers routinely require FAI documentation on new parts, including bend angle measurements, flange length measurements, and material certifications. Your machine's CNC controller should be able to export the production parameters used for each FAI run.
Pour les boutiques qui s’approvisionnent enFrein à pression de qualité aérospatiale from overseas suppliers, confirming compliance documentation availability before purchase avoids costly certification gaps after delivery.
Comment évaluer un frein à pression de qualité aérospatiale avant d’acheter
Use these five questions to assess any machine before committing to a purchase.
1. What is the actual positioning accuracy — measured, not rated?
Ask for independent calibration test reports, not just datasheet claims. Aerospace accuracy at ±0.01 mm must be verified under load, not just at zero force.
2. What encoder type is used on the Y-axis?
Confirm linear glass-scale encoders are standard equipment, not an optional upgrade. Rotary encoders are not acceptable for aerospace accuracy tiers.
3. Does the controller support spring-back compensation per material grade?
Aerospace work spans multiple alloys with different spring-back behavior. Your controller needs a programmable material database — not just a single correction value.
4. Can the machine log and export production data per batch or per part?
AS9100 traceability requires this. Confirm the controller has USB or network export capability with parameter logging included.
5. What is the machine's accuracy rating after thermal stabilization?
A machine may spec ±0.01 mm cold, but drift under operating temperature. Ask for accuracy data after 2 hours of production running — that's the real operating spec.
Foire aux questions sur le frein à pression de qualité aérospatiale
What is an aerospace grade press brake?
An aerospace grade press brake is a CNC press brake that meets the accuracy and repeatability standards required for aerospace manufacturing. It typically delivers positioning accuracy of ±0.005–0.01 mm, angular repeatability of ±0.1°–±0.3°, active spring-back correction, and full production data logging for traceability.
What accuracy does aerospace bending require?
Aerospace bending typically requires angular tolerance of ±0.1° to ±0.3° and linear positioning of ±0.01 mm to ±0.05 mm. These tolerances must hold across full production runs, not just on initial setups. This is 5–10× tighter than general fabrication tolerances.
Can a hydraulic press brake achieve aerospace grade accuracy?
Yes, a premium servo-hydraulic press brake with linear encoders, temperature-controlled fluid, and proportional servo valves can reach aerospace accuracy levels. For maximum precision — especially on thin titanium and aluminum — servo-electric drive systems are more consistent because they eliminate hydraulic fluid variability.
What materials does an aerospace grade press brake handle?
Aerospace grade press brakes handle titanium (Grade 2 and Grade 5), aluminum alloys (6061-T6, 7075, 2024), precipitation-hardened stainless steel (17-4PH, 15-5PH), Inconel, and other nickel-based alloys. Each material requires specific spring-back compensation, tooling radius, and bending speed settings.
What is the difference between an aerospace grade press brake and a standard CNC press brake?
A standard CNC press brake targets ±0.1 mm positioning and ±0.5° angular tolerance. An aerospace grade press brake targets ±0.005–0.01 mm positioning and ±0.1°–±0.3° angular tolerance — typically through linear encoders, servo-electric drive, active angle measurement, and advanced spring-back correction that standard machines don't include.