








Frein à pression CNC 200T pour inox : Guide de sélection et de réglage
Stainless steel is notoriously difficult to form compared to mild steel, characterized by its Résistance élevée à la formation en traction and a tendency to fight back against the ram. When transitioning to stainless production, many fabrication teams are surprised to find that their standard machine capacity is suddenly insufficient.
This behavior stems from the material's unique metallurgical properties, which demand significantly higher pressure to achieve the same results as carbon steel. In many professional shops, the 200T class machine is the entry point for serious stainless work because it provides the necessary force buffer to handle the Formation de zones de pointe de pression inherent in this material.
Bending stainless steel requires a strategic approach due to several material-specific challenges:
- Surface Work Hardening: Stainless becomes harder and stronger as it is deformed, increasing the load mid-stroke.
- Récupération élastique : Haut Récupération de rendement force de reprise means the part will "open up" significantly once the pressure is released.
- Bend Radius Stress: L’inox est sujet à la fissure si Concentration de contrainte dans le rayon de flexion is too tight for the grade.
- Friction des outillages : The material's toughness can lead to Gallage de surface, requiring specialized die interfaces.

Pourquoi la flexion en acier inoxydable pousse les ateliers vers une capacité de freinage à pression CNC de 200 dents
Le principal moteur de l’exigence de 200T est le Augmentation de la résistance à la déformation plastique found in the 300 and 400 series stainless alloys. While mild steel has a predictable yield point, stainless steel possesses a Comportement d’extension du plateau de rendement that requires sustained and increasing force to reach the desired angle. Generally, stainless steel requires 50% to 60% more tonnage than mild steel of the same thickness.
- Tensile Resistance: Une teneur plus élevée en chrome et en nickel augmente le Seuil d’absorption des contraintes du matériau, requiring more raw power to initiate the bend.
- Load Scaling: A 4mm mild steel sheet might bend easily on a 100T machine, but a 4mm stainless sheet will push that same machine to its absolute limit, risking hydraulic overheat or frame fatigue.
- Safety Margin Planning: Operating at the top 10% of a machine's capacity leads to inconsistent angles. A 200T machine allows for a Courbe d’escalade de pression de formation that stays within the machine’s "comfort zone," ensuring repeatable precision.
De vrais travaux en acier inoxydable où le frein à pression CNC de 200T devient le minimum
In industrial fabrication, certain sectors rely on the 200T platform because the combination of material thickness and part length makes lower tonnage machines obsolete.
- Food Grade Equipment Panels: Thick stainless countertops and large-scale sinks used in commercial kitchens require clean, long bends in 3mm+ material.
- Chemical Processing Housings: Les récipients et coques fabriqués en inox 316L doivent être maintenus Tolérances de fabrication de l’hygiène industrielle, which requires the steady, high-pressure control of a 200T ram.
- Structural Stainless Enclosures: Bornes électriques extérieures ou Tubage structurel résistant à la corrosion often use 5mm stainless to ensure longevity, demanding high tonnage for even short flange lengths.
These applications require more than just raw force; they demand the Exigences pour le formage des équipements sanitaires where the bend must be smooth, without the micro-fractures that can harbor bacteria or invite corrosion.
Comportement de reprise qui modifie le système de frein à pression en inox
One of the most frustrating aspects of stainless is its "memory." The Décalage de récupération du module élastique in stainless is much more pronounced than in carbon steel, leading to a significant Effet de mémoire d’angle post-courbure.
- Cause: High yield strength allows the material to retain more elastic energy during the bend.
- Effect: A part bent to 90° under pressure may spring back to 95° or 100° once the ram retracts.
Stainless Setup Rules Box:
Rule 1: Programmez toujours pour un Marge de compensation de la surflexion d’angle (often 5° to 10°).
Rule 2: Use a CNC with "Springback Calculation" to adjust the Déviation de décalage de l’axe neutre automatically.
Rule 3: Ensure the die opening ($V$) is at least 10–12 times the material thickness to lower the pressure and reduce springback.
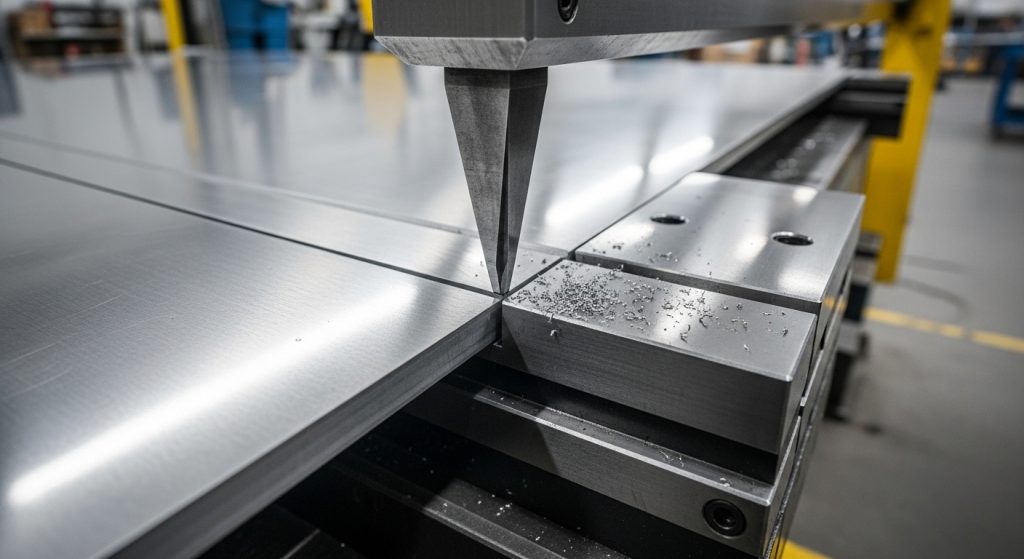
Comment la sélection des outillages change pour l’inox sur un frein à pression CNC 200T

Using standard tooling for stainless on a 200T machine is a recipe for disaster. The Concentration de pression sur l’épaule can cause standard dies to deform or "mark" the expensive stainless surface.
- Hardened Tooling: Les outils devraient avoir un Classification de résistance à l’usure à la dureté de l’outil of HRC 50 or higher to withstand the abrasive nature of stainless steel.
- Surface Protection: Pour éviter un Interface de prévention de la gallation en surface, many shops use "No-Mark" film or specialized synthetic dies to prevent carbon transfer from the tool to the stainless.
- Die Opening Stress: On a 200T machine, the Zone de production de chaleur par friction de contact is intense. Using a larger V-opening spreads this heat and pressure, protecting both the tool and the part's finish.
Comment l’épaisseur de l’inox multiplie rapidement la demande de charge
The physics of bending dictate that as thickness increases, the required force grows exponentially, not linearly. This Échelle de la résistance à la déformation des plaques is the reason why a 200T machine is often the minimum requirement for plates over 4mm.
- Thickness Squared Rule: Bending force is proportional to the square of the material thickness ($S^2$).
- Force Escalation: Doubling your stainless thickness from 3mm to 6mm doesn't double the load—it quadruples it.
- Overload Risk: Sans courbe exponentielle de force de formation calculation, it is easy to accidentally trigger a machine's hydraulic relief valve.
| Épaisseur de l’inox | Ouverture V-Die | Tonnage per Meter (Approx) |
| 3 mm | 24mm | 35 Tons |
| 4 mm | 32mm | 48 Tons |
| 5mm | 40mm | 62 Tons |
| 6 mm | 50mm | 75 Tons |
Erreurs de configuration qui provoquent des fissures en acier inoxydable ou des dommages aux outils
Le Résistance de l’écoulement des grains du matériau in stainless makes it sensitive to the direction of the bend and the sharpness of the tools.
- Wrong Die Opening: Utiliser une ouverture en V trop étroite crée un Défaillance localisée du pic de contrainte, which can snap a punch or split the material.
- Too Sharp Punch Radius: If the punch tip is too sharp, it acts like a knife, creating Risque de rupture de la bordure des grains and visible cracking on the outside of the bend.
- No Tonnage Buffer: Faire fonctionner un chantier de 190 tonnes sur une machine de 200T ne laisse aucune place pour le Réponse à l’étape de durcissement des matériaux, potentially stalling the machine mid-bend.
Attention Zones de propagation de micro-fractures—if you see "whitening" or small lines on the outside of the bend, your punch radius is too small or your material is too hard.
Lorsque le pliage en acier inoxydable nécessite une capacité supérieure à 200 t.
While a 200T CNC press brake is a powerhouse, it has its limits, especially as the Escalade de la dureté de la plaque increases in specialized alloys like Duplex or high-nickel grades.
| Facteur | Restez avec le 200T | Move to 300T - 600T+ |
| Épaisseur du matériau | Up to 6mm (Full length) | 8mm - 20mm+ |
| Longueur de la courbe | 3200mm to 4000mm | Plus de 4000 mm ou Tandem |
| Type alliage | 304, 316, 430 | Duplex, Super Duplex, Inconel |
Si votre mix de production évolue vers Force de déformation en acier inoxydable de gros calibre requirements, the 200T frame will eventually become the bottleneck. For these high-yield alloys, the Seuil élevé de résistance à la fluidité des alliages is so great that only a machine with significantly more "reserve" tonnage can provide the stable, repeatable results required for industrial certification.
Lorsque les freins à pression en tandem remplacent les machines 200T uniques
For long stainless panels that require both high tonnage and extreme length, Freins à pression en tandem offer a unique solution. By using Formage synchronisé multi-machines, two machines can work together to share the load. This Coordination de la double flexion du cadre is perfect for lighting poles or long architectural sections that would otherwise require a massive, custom-built single machine.
Comment la flexion d’une feuille en acier inoxydable de 10 mm modifie la planification des forces
Bending 10mm stainless is a high-stakes operation. The Pression de formage en acier inoxydable d’épaisseur moyenne required is massive, often necessitating a Zone de transition de charge de formage en tôle analysis. At this thickness, the Amplification des contraintes du rayon de flexion becomes a major factor, and you must use significantly larger V-dies to manage the Réponse à l’étape de durcissement des matériaux. Découvrez la courbure en inox de 10 mm
Lorsque la plaque en inox passe à la plage 600T–3000T
Heavy industrial plate fabrication, such as for the oil and gas or maritime industries, requires a 600T–3000T hydraulic press brake. These machines manage the Pression de déformation de la section épaisse en alliage needed for pressure vessels and hulls. When the Demande de formage en acier inoxydable de qualité navale is high, these heavy-duty machines provide the necessary compression load to shape high-strength alloys.
3200 vs 4000 Length Choice When Bending Stainless Panels
The length of a stainless panel affects its "stiffness" during the bend. Our 3200mm vs 4000mm comparison explique comment le Facteur de rigidité en acier inoxydable sur la longueur du panneau influences du Effet de rebond en inox à panneaux longs. Choosing the right bed length is essential for managing the Décalage de précision de formage lié à l’envergure across the entire part.
Lorsque les travaux en acier inoxydable nécessitent 4000 mm de longueur de frein à pression CNC plus le tonnage
If your job involves 4-meter stainless panels, you need both the bed space and the power. A 4000mm CNC press brake assure Balance de formage à haut tonnage. This setup is critical for maintaining Uniformité de la distribution des contraintes sur les arêtes longues, preventing the ends of the panel from springing back differently than the center.